


生产过程检测:
橡胶的待加工原料,典型的如从挤出机,压延机或在轮胎成型过程中的未加工或未硫化的材料,通常还是热而且粘的,具有黑色光泽表面,同时释放出烟雾。针对这样的特殊环节,ZLDS200的激光强度、测量采样时间可以调整,足以克服黑色光泽表面和烟雾的影响。
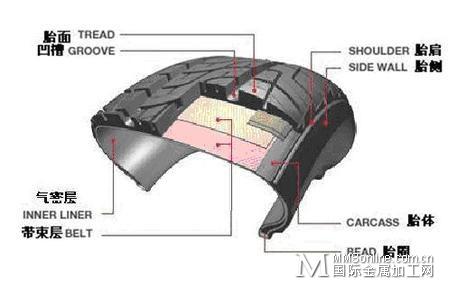
典型的轮胎生产过程包括:密炼工序,胶部件准备工序(挤出,压延,胶圈成型,帘布裁断,贴三角胶条,带束层成型),轮胎成型工序,硫化工序,最终检验工序,轮胎测试;其中需要严格检测的步骤有以下几个:
1.挤出工序与压延工序
主要将原材料通过一定比例混合后高温融解再挤出轮胎各个部件。这个过程需利用ZLDS200检测挤出的工件的产品规格是否合格,这样在后期生产拼接过程中就不会出现缝隙或不平整。
帘布的帘线编制方式类似纱布,挂上薄胶料之后表面非常粗糙,一般非接触方式很难测厚度,采用ZLDS200传感器测可以采取面扫描方式,平均化粗糙表面,准确的测出帘布厚度。
在生产线上通过上下两个ZLDS200传感器对射安装,采用对射式测厚原理测量挤出件的厚度。
相对一维传感器来说ZLDS200可以测出面的轮廓,检验整个面是否合格,减少了偶然因素导致的漏检。
选用技术指标(可根据实际要求提高指标):
Z轴起始距离:75mm,Z轴量程:10mm,Z轴精度:0.01mm
X轴起始宽度:10mm,X轴末端宽度:11mm,X轴精度:0.02mm
2.帘布截断工序
帘布截断需要实现定长切割,此时可用ZLS-Px进行测长,控制帘布的截断时间。
测量原理:与测量布匹长度控制机器裁剪一样,ZLS-Px测量到帘布的长度,长度到达规定值时触发切割系统进行切割
技术指标:测量距离:15mm、40mm、180mm(可选项);精度:0.5%,重复精度:0.2%;可测速度范围0~4m/s
3.轮胎成型工序
将所有半成品组装成生胎(即未硫化),要对生胎进行全面检测,此时利用3台ZLDS200组成轮胎扫描系统进行测量。
测量原理:分别在9点、12点、3点方位安装ZLDS200,使其测量光的有效部件完全覆盖轮胎的3个面
技术指标:
Z轴起始距离:275mm,Z轴量程:275mm,Z轴精度:0.3mm
X轴起始宽度:175mm,X轴量程:300mm,X轴精度:0.3mm
4.测试
对成品进行测试,通过各项技术指标后再重新进行检测,检测方法同生胎检测。
胎侧面检测,轮胎宽度、轮纹深度检测轮胎圆整度检测。
(文章来源:国际金属加工网)



