


-
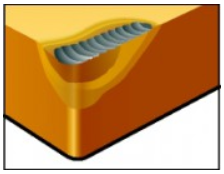
切削速度过高 -
耐磨性不足 -
进给fz过低
-
降低切削速度 (vc) -
选择耐磨性更高的材质 -
提高进给 (fz)

-
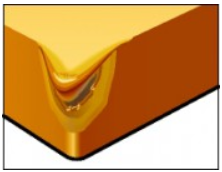
振动 -
切屑再切削 -
零件上形成毛刺 -
表面质量差 -
产生热量
-
提高进给 (fz) -
采用顺铣 -
使用压缩空气有效排屑 -
检查推荐的切削参数

-
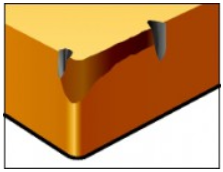
刀具跳动 -
振动 -
刀具寿命短 -
表面质量差 -
噪音大 -
径向力过高
-
减少跳动量,使其小于0.02 mm -
检查夹头和夹套 -
最大限度地减少刀具伸出量 -
使用更少的齿进行切削 -
选择更大的刀具直径 -
对于整体硬质合金立铣刀和可换头铣刀,选择螺旋角更大的槽型 (gp ≥45°) -
将轴向切深 (ap) 分成多次走刀 -
降低进给 (fz) -
降低切削速度 (vc) -
高速加工需要浅走刀 -
改进刀具和工件的装夹
-
选择氧化铝涂层材质 -
选用正前角刀片槽形 -
降低速度以获得更低的温度,再有降低进给
-
选择耐磨性更高 (硬度更高) 的材质 -
降低切削速度 (vc) -
降低进给 (fz)

-
选择韧性更高的牌号 -
选择具有更坚固切削刃的刀片 -
提高切削速度vc -
选择正前角槽型 -
在切削开始时降低进给 -
提高稳定性

-
材质韧性过低 -
刀片槽形过于薄弱 -
产生积屑瘤
-
选择韧性更高的牌号 -
选择具有更坚固槽型的刀片 -
提高切削速度vc,或选择正前角槽型 -
在切削开始时降低进给

-
加工硬化材料 -
表皮和氧化皮
-
降低切削速度 (vc) -
选择韧性更高的牌号 -
使用更坚固的槽型 -
使用更接近45°的切削角 -
使用圆刀片确保最佳结果 -
使用可变ap技术推迟磨损

-
断续加工 -
变化的切削液供应
-
选择韧性更高、抗热冲击性能更好的材质 -
应足量地或完全不使用切削液

-
切削区域温度过低 -
材料粘性非常高,例如低碳钢、不锈钢和铝
-
提高切削速度vc -
改用更合适的刀片槽型
-
低切削速度vc -
低进给fz -
负前角切削槽型 -
表面质量差
-
提高切削速度vc -
提高进给 (fz) -
选择正前角槽型 -
使用油雾或切削液



