


在航空航天、汽车、家电及其他需要高强度钢种等具备无缝接头的行业对闪光对焊的需求日益增长。在此工业过程中,同时也需要更高准确度和控制时间。作为俄亥俄州扬斯敦焊接和金属连接技术的OEM的Taylor-Winfield技术公司与力士乐经销商Hydrotech公司(俄亥俄州辛辛那提)共同设计一种使用运动控制器和液压驱动装置的技术,以满足此类需求,同时更经济。
Taylor-Winfield认为,技术创新一直在提高焊接作业的生产力和质量。在闪光对焊中尤其如此,其使用电阻加热两片金属片的端部,并将其一并锻造成连续的线圈、轮辋、棒条体、带锯叶片和其他需要在母材强度上具备无缝接头的形状。
使用早期机床时,两个工件之间的距离是在闪光焊过程中由手动控制。操作员可拨入合适的电流,则凸轮将控制运动压板的速度,将工件拖拽在一起。然而,如今先进的高强度钢(AHSS)产品需要比手动控制提供更好的准确性和控制时间,分别到数千分之一英寸和数毫秒。取而代之的是,通过自动化进行精确控制将工件正好以正确速度和温度移动到一起,制造出牢固均匀的焊缝。
闪光对焊是一个具备两个阶段的过程。第一个阶段是“闪光”阶段,在两个由大约1/4in(取决于材料)的小间隙分开的两个工件上应用电流。由于两个工件被放在了一起,电弧穿过接触面,端部的温度从600~900°F不等。
图1通过结合力士乐IndraMotion MLC L45运动逻辑控制器和力士乐液压装置,Taylor-Winfield开发了一种结合先进高强度钢的焊接解决方案,可扩展、精确且价格实惠,并且适应不同的应用
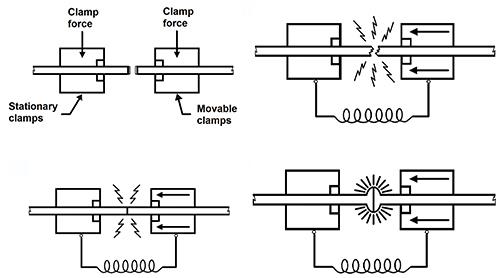
第二个阶段是被称为“扰乱阶段”,端部达到材料所需温度即开始。一个运动和一个静止压板共同推动两个工件,利用足够的力量使得端部锻造在一起。此动作对材料进行“扰乱”,迫使多余材料和杂质从接缝的顶部和底部排出。其后此类材料通过切边过程移除,以得到母材厚度。
由于闪光对焊过程将不规则部分和杂质移除,其可顺利地接合各种材料,包括窄而厚的形状、宽而薄的金属板以及黑色金属和有色金属材料。顺利进行闪光对焊的关键在于精确控制两个工件的运动压板和电流。
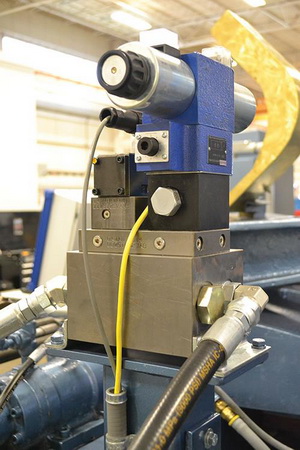
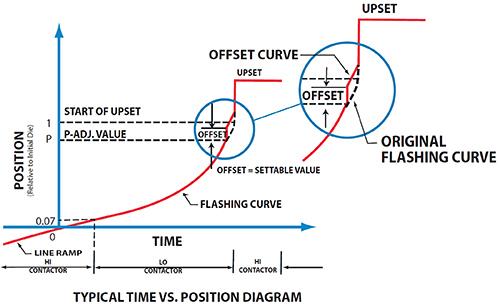
图2 通过液压装置的使用,“强制冻结”的闪光焊过程解决方案可按比例缩放至任何尺寸的应用,而无需调整控制器
一种解决方法是将凸轮换成电动伺服传动装置,使用多个可编程逻辑控制器控制此过程,但问题是机床过于昂贵而无法得到广泛适应性。取而代之的是,Taylor-Winfield决定仅使用一个力士乐IndraMotion MLC L45运动逻辑控制器,在闭环自动化系统中操作成比例的力士乐液压伺服阀,并结合其专利的“强制冻结”焊接过程。此解决方法将工件移动到一起,且具备精确的准确度和时间控制,可适应各种应用,是一种结合先进高强度钢的经济方法。
开始焊接过程,操作员应加载一个说明两个工件之间有关时间和位置的对数关系的焊接曲线到控制器中。然后,可使用力士乐触屏IndraControl VPP 40人机界面(HMI)选择合适的焊接时间表,并为特殊的的材料修改焊接曲线。在闪光阶段,移动工件的位置急剧加速,以产生1000000psi(1psi=0.0068Mpa)不等的力用于将工件锻造在一起。IndraMotion MLC控制器通过封闭的中心回线从传感器接收位置信号,并通过激活力士乐液压动力装置启动位置变化。力士乐4WRPH比例方向阀激活线性定位气缸,将含有移动工件的的压板向固定工件移动。整个焊接时间持续2~30s,时间长短取决于材料。

在闪光焊中,移动压板的平稳加速是精确锻造工件的必要条件,压板不应冻结在位置上。然而,Taylor-Winfield的强制冻结过程特意地在闪光循环中使得运动压板线性前进。例±如,工件在2ms内偏移了50μm。在偏移期间,焦耳加热急剧增加,类似在标准冻结出现的时候,这便是其被称为强制冻结的原因。压板运动恢复到焊接循环的“扰乱”阶段完成此过程,且补偿加热提高了焊接质量。
Taylor-Winfield与Hydrotech公司共同开发控制器的事件驱动的运动控制轮廓。此MLC控制器装有Flex轮廓,一款来自博世力士乐的运动编程平台,其适应基于分段式凸轮技术,为电动和液压运动控制任务简化定义运动节段。
Hydrotech认为使用IndraMotion MCL的好处之一是液压传动和伺服驱动的编程完全一样。Flex Profile功能提供对象定义,使得对传统凸轮的模型,及其相关基于时间表的事件驱动模型的凸轮表得以转化。Hydrotech与博世力士乐专家共同为强制冻结过程中所使用的液压装置创建运动轮廓。
Taylor-Winfield表明,具备力士乐液压元件的液压平台的IndraMotion MLC的集成使其能达到其闪光对焊应用所需准确度和精确度。此外,强制冻结闪光对焊过程可在新机器上实现,可加入到现有的闪光焊接机上作为控制升级。另外,利用液压装置,解决方案可按比例缩放至任何尺寸的应用,而不用调整控制器。
| 查看更多焊接设备/切割机相关文章: | more |
| ·从工艺角度解决激光切割不锈钢的常见问题 newmaker (7/5/2016) ·汽车激光焊接常见缺陷及解决方案 newmaker (6/17/2016) ·激光切割国产中厚板中几个问题的探讨 newmaker (5/27/2016) ·高频熔焊技术应用于压力机主轴及轴轮磨损的修复 newmaker (5/27/2016) ·“AK”逆变脉冲升级技术成功刷镀航天零件 newmaker (5/18/2016) ·用于汽车行业的伺服电动行星滚柱丝杠执行器 Exlar (4/25/2016) ·焊接紧固技术 恒丰铆钉 (4/6/2016) ·大型材料的激光焊接 newmaker (4/1/2016) ·TruDisk碟片激光器:完美应对汽车轻量化挑战 newmaker (3/14/2016) ·钣金加工中激光切割机与传统数控设备的对比 newmaker (3/8/2016) |
|
| 查看相关文章目录: | |
| ·机床与金属加工设备展区 > 焊接设备/切割机展厅 > 焊接设备/切割机文章 | |
| 文章点评 |
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!

