


在加工过程中,振动引起振动。更具体地说,当工件和切削工具以不同的频率振动时发生颤振。从字面上看,刀具沿另一个方向移动时,工件正在朝一个方向移动。当然,这些相对运动是轻微的,每秒钟发生几次。颤振是工件和切割工具高速撞击的合成声音。敲击不仅会产生刺耳的噪音,还会损坏刀具,降低工件表面的质量,损坏主轴,并可能使零件特性超出公差范围。
刀具制造商RobbJack公司有一个处理颤振的策略,即基于使切削刀具和工件以相同的方向以相同的速度振动的概念。为此,公司开发了立铣刀设计(主要用于以高进给率铣削铝),使刀具和工件在加工过程中同步振动的频率。这不会阻止振动,而是停止由不同步振动引起的振动。显然,当敲门声消失时,其他不需要的副作用也会消失。
RobbJack公司工程副总裁Mike MacArthur解释说,立铣刀的设计包括一个特殊的边缘准备,沿着每个螺旋槽的尾部创建一个额外的表面。该公司将这种附加功能称为“镜面边缘”,因为它具有高度抛光和光泽。这个增加的边缘是0.001到0.002英寸宽,所以拿着工具和轻微地把它转动,几乎看不到。如下图箭头所示的细长的反射边缘。

根据RobbJack公司的说法,“镜面边缘”功能有助于稳定立铣刀与工件表面的接触,以同步切削刀具和工件的振动。

切割直壁,平滑和精确的薄壁能力!——这是使用RobbJack立铣刀有效抑制振动的结果
Mike MacArthur先生说,这个增加的边缘就足以保持出屑槽与工件接触,直到下一个出屑槽被接合为止(由于这个原因,立铣刀有三个紧螺旋的出屑槽)。这种高度抛光的边缘减少了摩擦摩擦,因此几乎不产生热量,也不会改变工件表面。恒定的接触防止工具和工件响应于各种引起振动的力而“分离”。因此,无论振动频率如何,工具和工件都保持同步运动。Mike MacArthur先生说,工具和工件都不能从另一端“跳动”,而是落入不同的振动频率。
这种不同步的情况可能会立即发生,一旦开始,刀具和工件就会越来越有力地相互反弹,同时每个槽纹越过工件。这种恶化的情况是可以察觉的颤动。他说:“机械师可以听到这个喋喋不休的声音的起伏。”
保持振动同步以避免负面结果对加工过程有一定的要求。根据Mike MacArthur先生的说法,这种工具必须使用泛洪或穿过工具冷却剂,以防止切屑干扰镜面边缘的作用。这种刀具在铝合金中效果最好,因为在加工较硬的材料(如钢或钛)时,用于切削这种材料的高主轴转速会比在较低的主轴转速时产生更高的切削频率。 (然而,Mike MacArthur先生指出,镜面边缘可以被添加到为这些材料中的特定应用定制的立铣刀,尽管在这些情况下可能需要其他的振动控制技术才能达到完全有效的效果)。在铝制机床的最高主轴转速下使用时没有任何震颤。这使得进料速率和金属去除速率大大增加。

这是通过“镜面边缘”功能控制颤振,用RobbJack公司的立铣刀加工出来的效果
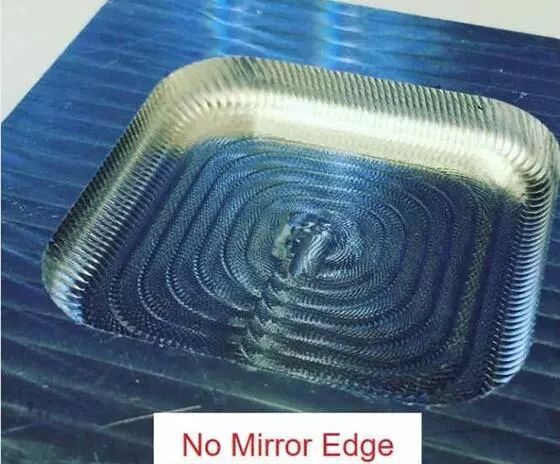
这个是由不受控制的颤振加工出来的效果。
Mike MacArthur先生说,具有深槽口和/或薄壁的应用最适合于这些立铣刀,可以有效地加工壁厚达到0.005英寸,高达3英寸的墙壁,由此产生的墙壁将是平直和光滑的。
Mike MacArthur先生还说:“与传统立磨相比,金属去除率提高了五倍。” “他补充说:”每分钟可以取出42立方英寸的材料,而且可以大幅度提高工具的使用寿命。
美国RobbJack简介:
美国RobbJack作为美国国防制造会员, 在航空高温合金、钛合金、CFRP、蜂窝材料及医疗和模具加工领域具有独特优势!网站:www.robbjack.com
下载或在线阅读产品目录:在线产品目录

