


以往,面对模具的深细槽加工,由于刀具悬伸较大会显著降低整体的刚性,导致在加工过程中刀具产生振动从而影响加工表面质量,甚至会导致刀具崩损或工件超差。
另外,受到深细槽的几何特性(小切宽,大切深)的限制排屑空间受到影响,切屑容易堆积槽内引发工件划伤,刀具崩刃等问题。所以很多时候,客户经常会选择相对稳妥的放电加工来制作。
然后对于追求高效,高质量的OSG来说,放电加工的加工效率过于低下,所以在刀具设计上,走刀方式等方面进行了改善,使得大悬伸的深细槽也能使用铣刀稳定加工。
深细槽的加工案例|加工条件
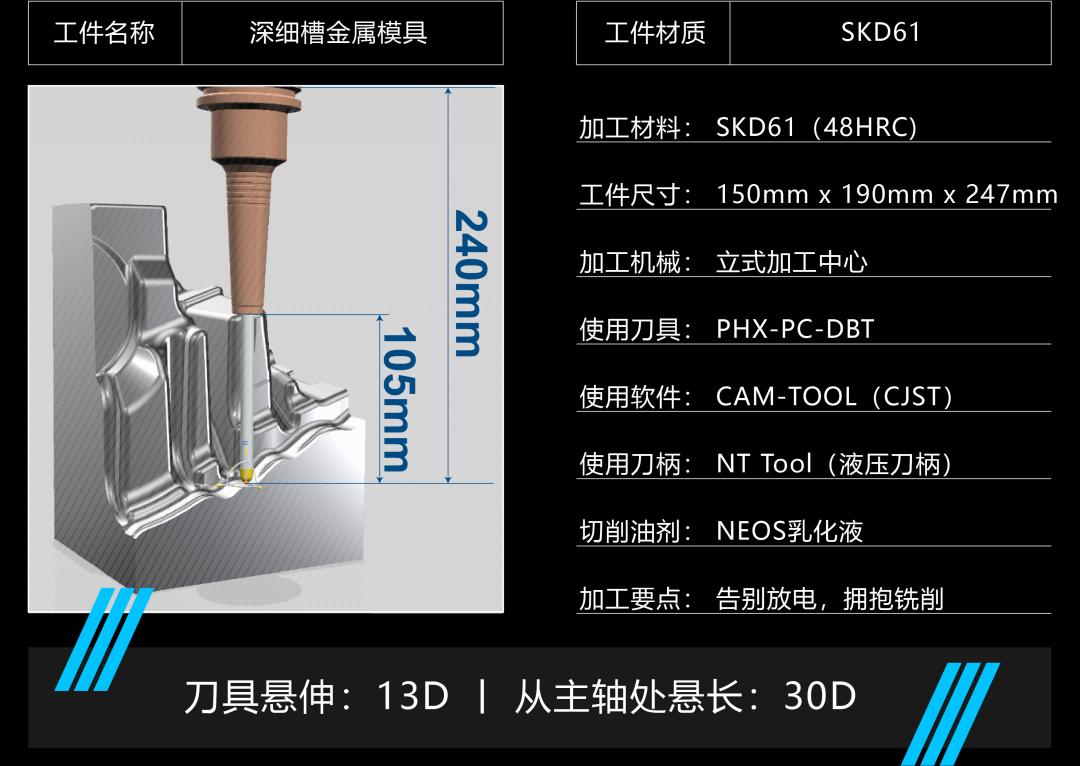
PHX-PC-DBT|使用刀具

PHX系列高刚性锥形铣刀

产品特色①
兼顾切削速度较慢的中心部附近的“切削性”与切削速度较快的外周侧的“刃尖刚性”的设计

产品特色②
通过分散切削阻力达到减小阻力这一目的同时有效抑制刀具弯曲的现象
深细槽的加工案例|加工视频
您可直接致电我司免费技术热线
4008-882-086

您可扫描二维码
获取PHX电子样本

任何需要请扫描二维码
可联系欧士机小客服
文章来自:国际金属加工网

