


对于侧框梁、A/B柱以及加固件等的冲压加工,位于美国密歇根州的Wellington Industries公司工程总监Chris Richards信心满满,称该公司在此领域是无所不能的。近年来他们接手了大量此类业务。这种情况自汽车行业低迷时期就开始了,在现今行业复苏势头已显的大环境下仍在延续。
在Wellington的最新型ABB机器人焊接单元的进料端,用于组装保险杠的一系列电阻焊接组件,经传送带一路传送过来。操作工将这些组件放置到一个大的转盘式定位器上将夹具及组件导入焊接单元。该焊接单元将加强板及一系列卡子和螺母焊接到硼钢保险杠梁上。
这家公司最显著的增长发生在过去几年中。预计未来几年,Wellington不仅将继续开发Richards所称的“hit-and-ship”冲压机,还将朝着汽车焊接装配领域的重要供应商前进。更准确地说,是为OEM制造商以及一级供应商提供前端焊接模块和保险杠总成。这项工作早在2010~2011年就开始了。
“他们(一级汽车供应商)带来设计灵感,而我们则开发出加工、冲压和组装新型前端模块所需的制造才能,”Richards解释说。我们谈的是大批量型号的生产。
大批量装配带来全新面貌
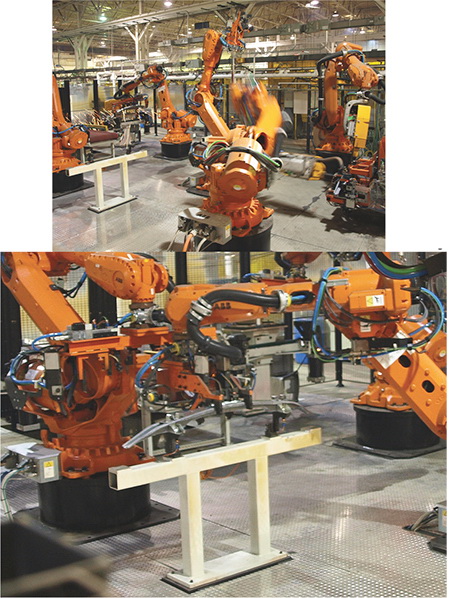
Wellington公司厂区中的生产设施呈并行排练,原先有一个15万平方英尺的冲压车间,配备了15大床机械压力机;2010年又接手了邻近的一个10万平方英尺的组装车间。这一设施中的八个机器人焊接单元,是新近添置的。Richards描述道,“它们代表了公司的新面貌。”
该公司进军大批量组装的历史可追溯到2010年,当时为响应一级汽车供应商的要求,接手了一个热门型号的前端模块组装业务。为了满足即时生产模式(just-in-time)接到订单第二天就交货的要求,Wellington在涂装设施中安装了一台机器人焊接单元。
“这就使集装箱的数目从300减少到了100个,”Richards说:“让我们在这个项目上极具竞争力,同时加快了发货速度,精简了生产及交付过程。”
接下来,在2011年晚些时候,另一家一级汽车供应商又带来了一项前景不凡的项目,一项这被证明极符合Wellington公司这个前端模块供应商目标的收购工作。
“当开启了第二前端模块计划时,”Richards说:“我们开始与ABB Robotics合作,帮助我们开发新的机器人焊接单元,而非依赖于原供应商的现有设备。我们以前曾经与ABB在热冲压车顶侧轨的机器人激光微修整上有过合作经验,这使我们有信心在第一个大型室内机器人焊接项目上与其合作。余下的,正如他们所说,就是历史。”
机器人焊接应用的高潮
这两个令人印象深刻的机器人焊接项目令Wellington极为满意。在很短时间内,它就添置了第三套ABB机器人焊接单元,用于制造上部横梁。接下来,是一对用于组装钢制及铝制部件的机器人弧焊单元。这项工作要求Richards和Wellington公司应对独特的挑战。
“我们努力降低公差,以便更好地控制工艺偏差,”他解释说:“这意味着我们在冲压件设计中要学会容纳以往在电弧焊接中曾出现过的变形或零漂问题。”
除了进行预测(使用仿真软件)并使其钣金工艺适应电弧焊接的带来的高热量,Wellington在某些组件上也采用过MIG钎焊工艺。相比传统的气体保护金属电弧焊,这一工艺能显著降低热量。MIG钎焊使用来自Fronius焊机的能量,采用铜基填充焊丝,其熔融温度相对较低,一般为1600~2000F,而其焊接电流通常则在40~130安倍范围内。工艺温度相对较低,无基材熔融发生能带来诸多好处,包括变形最小化、锌蒸发和烟烟雾减少,并且某些情况下能消除焊接飞溅现象。(end)

