


由于各地政府对汽车尾气二氧化碳排放的限制越来越严格,轻量化是目前汽车制造中最热门和最重要的话题之一。轻量化可以从结构设计、材料以及工艺三个方面来实现。而这三个方面都需要一种实现的工具:激光。
使用不等厚板是目前最成熟最广泛应用的的优化车身结构设计方法,而不等厚板则是采用的激光拼焊实现的。
轻量化的材料,目前最常用的有热成型和铝合金。热成型材料由于硬度太高,需要激光切孔和修边;铝合金焊接的最佳方式也是激光。
而车身零部件之间的连接,采用激光焊接也可以减小法兰宽度,减轻重量。包括汽车上其他各种部件,如汽车座椅的焊接,也越来越多的采用激光焊接来实现轻量化。
以上所有这些激光加工工艺,TruDisk碟片式激光器都可以完美胜任!
激光拼焊及铝硅涂层剥除
激光拼焊是汽车车身零部件中较早的激光应用。其优点是可以将两种或者多种厚度的板材拼焊起来,在满足车身上各个部位的不同强度要求的同时,减轻车身的重量。由于激光拼焊有着悠久的历史,其使用的激光源也一直在不断演进。从1980年代的二氧化碳激光器,到2000年后的灯管泵浦固体激光器,直到2006年后开始使用TruDisk激光器。
由于TruDisk碟片激光器转换效率高(>30%),维护成本低(仅水循环系统需要维护),较早的激光拼焊线上的二氧化碳激光器和灯管泵浦固体激光器也都已经更换为最新的TruDisk激光器。根据宝钢的成本核算,更换新激光器的成本,在3年内即可通过节省使用成本的方式收回投资。
激光拼焊板与热成型材料都是汽车轻量化的重要技术。两种技术的结合使用,将不同厚度的钢板拼焊之后再进行热成型处理,能够更进一步优化车身的强度分布,从而减轻重量。
图1,含铝硅元素的焊缝
为了防腐蚀,大多数的热成型材料都有铝硅涂层。而在激光焊接过程中,铝硅涂层将在焊缝中形成FeAl合金金相(如图1所示),从而导致激光焊缝无法通过抗拉强度测试。因而,在激光焊接前必须去除铝硅涂层。
最常见的铝硅涂层厚度是20μm(如图2所示)。而在涂层与母材中间,会形成一层成分为FeAl3 和 Fe2Al5的合金层,其熔点高于铝硅涂层,达到1000~1100℃。因而在剥除涂层过程中,可以通过精确控制激光工艺参数,保留熔点较高的合金层,以保留零件的防腐蚀新能。
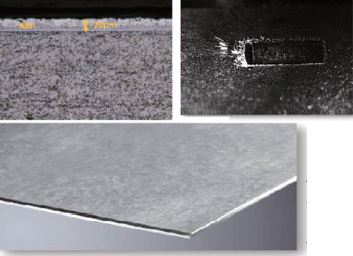
图2 ,铝硅涂层被剥除后的钢板边缘
这种剥除工业采用的是一种短脉冲的激光器:TruMicro 7060。其脉冲宽度为纳秒量级,最大脉冲能量达80mJ,平均功率为850W。而这种TruMicro激光器也是在碟片激光器平台上开发而来的,即在碟片激光器谐振腔内部增加调Q开关来获得纳秒级短脉冲(如图3所示)。
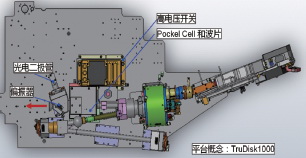
图3,TruMicro 激光器谐振腔
TruMicro 7060激光器可通过方形光纤和特殊镜头,获得线型光斑,以在涂层剥除时达到更高的能量利用率。这样,涂层剥除速度可达5cm2/s。也就是说,在剥除1mm的边缘宽度时,其线速度可达500mm/s,即30m/min。对于拼板焊,两块板的两面都需要进行涂层剥除,这样,整个工序的剥除速度可达即7.5m/min。这一速度正好与常见的激光拼焊速度匹配。所以这种剥除工艺可以被集成到激光拼焊生产线中,实现完美的在线生产。
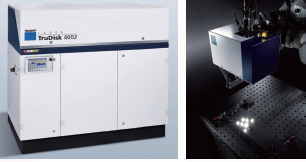
图4,用于激光飞行焊的TruDisk激光器+PFO振镜
激光飞行焊接
除了激光拼焊,激光飞行焊也已经被广泛应用于汽车车身及其他零部件的焊接。激光飞行焊是将振镜焊接头与机器人的运动结合起来,实现高效灵活的激光焊接。振镜(PFO)及飞行焊的原理见图4、5、6。其中PFO可以通过两片镜片的旋转,实现激光焦点在工件上的快速灵活移动和定位,可以大大提供激光焊接时的动态性能,更加高效。而机器人则可以扩展焊接范围,以实现更大零件的焊接。两者的结合,则可以实现优势互补,达到高效、灵活、低成本的激光焊接。
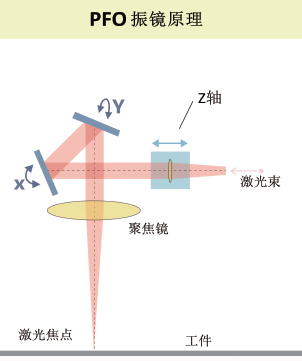
图5,PFO振镜原理
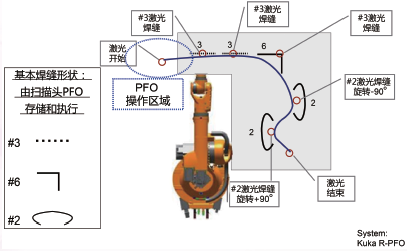
图6,激光飞行焊原理
相比于传统的电阻电焊,激光飞行焊接有如下优势:
● 焊接所需法兰宽度小,可节省材料,减轻重量;
● 焊缝形状和方向可以根据零件进行灵活编程设定,以达到最佳的应力分布;
● 由于激光焊缝强度更强,可用更少的焊缝数量达到零件强度要求;
● 生产效率高:激光束从一个焊缝位置跳转至下一条焊缝位置只需<35ms,基本消除非焊接时间,大大减小生产节拍,提供生产率,降低单件生产成本。
● 实现相同产能所需设备数量大大减少,减小设备占地面积。
在汽车车身上,激光飞行焊常用于车门、侧围等部件的焊接。例如车门采用激光飞行焊接,可以减小窗框宽度,增大窗户面积,减轻车门重量,同时提供生产效率。根据奔驰的实际使用经验,一套激光飞行焊接系统可替代10套电阻电焊。
此外,激光飞行焊也已经在汽车零部件的焊接上广泛应用,比如汽车座椅部、面板支架等部件的焊接。
三维激光切割
热成型零件由于硬度高,通过传统冲压方式进行冲孔和切边会导致模具快速损伤,成本非常高。而激光切割则对材料的硬度完全不敏感,目前已经是热成型生产线中标准的工序。针对这一应用,通快专门开发了三维五轴激光切割机床TruLaser Cell 8030,其使用的也是TruDisk激光器,最通用的型号是TruDisk 3001,激光功率为3kw。
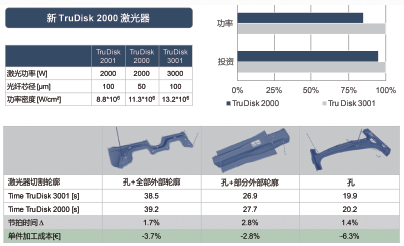
图7,TruDisk 2000与TruDisk 3001的切割成本对比
为了降低单件加工成本,我们也开发了采用2kw激光器TruDisk 2000的激光切割工艺。虽TruDisk 2000的激光功率只有TruDisk 3001的2/3,但其功率密度却非常接近,因为它的光纤更细,芯径只有50μm。因此,对于一些较薄零件的切割,TruDisk 2000的切割时间只比TruDisk 3001多了2%,而单件加工成本却最多可以降低6%(图7),其投资成本和能耗更低。
小结
激光已经成为汽车轻量化所必需的一种工具。由于各种激光的各种特性和优势,其应用将会越来越广泛。而激光加工的发展方向必然是更加高效、更加灵活和更低的成本。TruDisk激光器正顺应了这一趋势,从1999 年的第一代碟片激光器, 到最新的6C系列TruDisk激光器,其激光功率越来越高,能耗却越来越低,体积也越来越小。相信下一代的TruDisk激光器将会有更大的进步。(end)

