


摘要:该文介绍了一个钻杆摩擦焊接生产线自动化系统。系统采用基于ISQ模型的模糊控制来控制钻杆的对中用预测控制的方法来控制钻杆退火和淬火的热处理过程。该系统采用模块化设计方式图形界面友好易于使用。
1、引言
石油钻杆由管体和接头组成,接头损坏时更换新接头可实现钻杆再生,延长其使用寿命。某公司于98年引进一条钻杆摩擦焊接生产线实现钻杆再生。再生过程主要有以下几道工序:(1)管体和新接头实现对中和摩擦对焊;(2)焊缝退火,消除应力;(3)焊缝淬火升温,淬火冷却和回火保温。
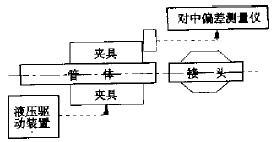
其中,工序(1)中最重要的是使管体和接头的中心轴线重合,此过程称为对中,如图1所示:原采用人工目测偏差,手动实现对中,难达到较高的精度。工序(2)和(3)是热处理过程,采用中频感应加热方式,中频电源输出功率手动调节,加热时间也是人工计时。由于电源波动,环境温度变化和人为的因素干扰,导致热处理质量不稳定。为此我们为该公司研制了一套钻杆摩擦焊接生产线自动化系统,随时监控各道工序的工作。可确保焊接钻杆的质量,克服了人工手动调节所造成的不稳定性,外界条件变化的情况下仍能达到很好的热处理效果和对中效果,同时降低了职工的劳动强度,增强了整个系统的稳定性和可靠性,并为生产者探索最佳工艺过程提供了方便的平台。
2、系统硬件结构
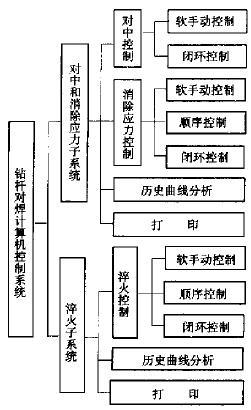
钻杆对焊计算机控制系统分为两个子系统:(1)对中和消除应力子系统-实现管体和新接头对中和焊缝退火(消除应力的自动控制);(2)淬火子系统-实现焊缝淬火升温,淬火冷却和回火保温的自动控制。在两台工业控制机上分别运行两个子系统,配合相应的硬件,共同实现控制目标。
一台工业控制机上运行对中和消除应力子系统,另一台上运行淬火子系统。它们通过以太网卡以双绞线直接对等连接起来。共享使用同一台打印机;连接对中偏差测量仪。对中执行机构。一台测温仪和一台中频电源连接一台测温仪。一台中频电源和淬火冷却设备;对中偏差测量仪是激光无接触式探测仪。分辨率对中执行机构是图1中液压驱动装置和夹具,测温仪是固定式红外测温仪。测量范围中频电源的中频电源,对中执行机构和淬火冷却设备均为原有设备改造并受工业控制机的控制。
3、控制方案设计
针对被控对象的特点,钻杆的对中控制采用基于模型的模糊控制。退火和淬火中的温度控制采用预测控制的方法进行控制;这套系统设计了可以切换的多种控制方法。在界面上允许有给定权限的技术人员在一定范围内调整工艺参数。
(1)现场手动控制 设备独立调试及现场人员处理应急情况备用。
(2)软手动控制 通过键盘和鼠标人工干预各种设备的运行,如中频电源的启,停及其输出功率等。
(3)顺序控制 将生产者的热处理手动控制的经验通过计算机来实现,生产者在一定范围内调整升温,保温功率和时间并自动记录和显示温度曲线。
(4)闭环控制 正常运行时以闭环控制为主,控制方法采用广义预测控制。根据目标参数自动控制各个设备实现控制目标并自动记录和显示温度曲线。
4、软件设计
钻杆对焊计算机控制系统软件采用了模块化设计方式,整个系统易于维护和扩充。程序分为前台和后台两部分:前台交互界面和操作员交互,接受操作员的命令,后台实时控制程序,负责有关信号的采集,控制量的计算和硬件控制等,充分保证了工业现场控制的快速性和实时性。整个软件的计算机控制系统充分满足了工业现场应用的要求,系统的主要功能模块框架如图2所示。
5、结束语
钻杆摩擦焊接生产线自动化系统投入运行以来,取得了良好的效果。对中调整精度高,调整一般2—4次完成,用时10—20秒。热处理部分各加热段的控制温度达到目标温度。
此系统充分采用了先进可靠的硬件设备,用基于模型的模糊控制来进行对中控制,对热处理的温度控制采用预测控制的方法;模块化的设计方式使系统易于维护和扩充;计算机闭环控制克服了人工手动调节所造成的不稳定性。在电源波动、环境温度等外界条件变化的情况下仍能达到很好的处理效果,经国家标准检验机构检验,该系统所修复的钻杆各项性能指标完全符合实际要求。

