家 行业应用 不同的金属材料,切削起来有什么不同?
在金属切削加工中,会有不同的工件材料,不同的材料其切削形成与去除特性各不相同,我们怎么来掌握不同材料的特性呢?ISO标准金属材料分为6种不同的类型组,每种类型在可加工性方面都具有独特的特性,本文将分别对它们进行总结。
– 钢可以是非淬硬钢或调质钢(硬度达400HB)。
– 钢是一种以铁(Fe)元素为主要成分的合金。它通过熔炼过程制造而成。
– 非合金钢的碳含量低于0.8%,只有Fe而没有其他合金元素。
– 合金钢的碳含量低于1.7%,加入了合金元素,如Ni、Cr、Mo、V、W等。
应用领域:在金属切削范围内,P组是最大的材料组,因为它涵盖了几个不同的工业领域。
材料通常为长切屑材料,能够形成连续、相对均匀的切屑。具体的切屑形式通常取决于碳含量。
– 单位切削力kc:1500~3100 N/mm²
– 加工ISO P材料需要的切削力及功率,都在有限值范围内。
– 合金主要是Ni (镍)、Mo (钼) 和Ti (钛)。
– 在钢表面形成一层致密的Cr2O3,使其耐腐蚀。
应用领域:在M组中,大部分应用都属于石油和天然气、管件、法兰、加工行业以及制药行业。
切屑形状:材料形成不规则的薄片状切屑,与普通钢材相比,其切削力更高。不锈钢有许多种不同的类型。断屑性能(从容易到几乎无法断屑)因合金特性和热处理的不同而不同。
– 切屑控制在铁素体中相对平顺, 在奥氏体和双相中较困难。
– 铸铁有3种主要类型:灰口铸铁(GCI) 、球墨铸铁 (NCI)和蠕墨铸铁(CGI)。
– 铸铁以Fe-C为主成分,带相对高的硅含量(1%~3%)。
– 碳含量超过2%,这是C在奥氏体相中最大的溶解度。
– Cr(铬)、Mo(钼)和V(钒)加入形成碳化物,增加了强度和硬度,但降低了机械加工性。
应用领域:K组主要应用在汽车部件、机器制造业和炼铁业。
切屑形状:材料的切屑成形有所不同,从近似粉末状的切屑到长切屑。加工该材料组所需的功率通常较小。
*注:灰口铸铁(通常切屑近似粉末状)与球墨铸铁之间差别很大,后者的断屑许多时候比较类似于钢。

– 这一类包含有色金属、硬度低于130 HB的软金属。
– 含近22%硅(Si)的有色金属(Al)合金组成其中最大的部分。
应用领域:飞机制造业和铝合金汽车车轮制造商在N组占主要地位。
虽然每立方英寸需要的功率低,但为获得高金属去除率,仍需要计算所需的最大功率。
– 有色金属(Al)具有粘性,需要使用锋利的切削刃。
– 加工ISO N材料需要的切削力及功率,都在有限值范围内。
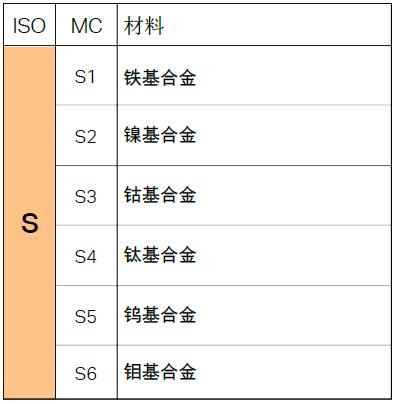
– 耐热合金(HRSA)包括许多高合金铁、镍、钴或钛基材料。
工况:退火,固溶热处理,时效处理,辊轧,锻造,铸造。
特性:更高的合金含量(钴高于镍)可确保更好的耐热性、更高的抗拉强度和更高的耐腐蚀性。
应用领域:加工困难的S组材料主要应用在航空航天、燃气轮机和发电机行业。
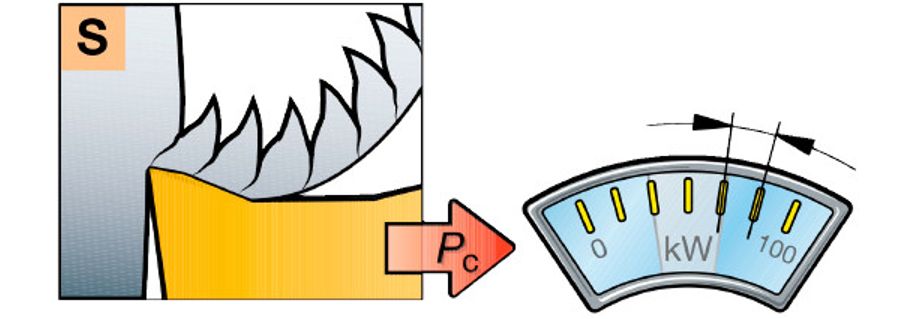
– 对于陶瓷需要使用负前角,对于硬质合金需要使用正前角。
– 通常,被车削的硬零件的硬度范围一般在55~68 HRC之间。
应用领域:H组中的淬硬钢应用在各种行业,如汽车行业及其分包商,以及机器制造业和模具业务。
切屑形状:通常是连续的、红光炽热的切屑。这种高温有助于降低kc1值,对于帮助解决应用难题很重要。