


加工中心进行数控加工时,需要将相关的刀具补偿参数输入到机床的数控系统中(最基本、最重要的刀具补偿参数是刀具伸出长度和刀具半径)。因此,在加工前,需要通过与加工中心相匹配的刀具整定仪来测量刀具补偿参数。目前,对刀工具种类繁多,种类繁多,但存在结构复杂、价格昂贵等问题。为了降低对刀量测的成本,或在不使用对刀仪的情况下满足对刀量测的基本要求,设计了一种适用于卧式加工中心的简易对刀量测装置,可对刀具伸出长度和刀具半径进行测量。
一、刀具悬伸长度测量原理
刀具伸出长度测量装置主要由百分表1、测量杆2、弹簧3和测量座4组成(图1)。测量前,将测量座安装在机床工作台上,仔细调整测量座的轴线,使其与加工中心主轴轴线平行,然后将测量座固定。工具过剩的长度一般指端面之间的距离的工具5和轴的端面B 6(该工具处理不是如图1所示)。在测量期间,首先拿出工具处理和工具从主轴的锥形孔,操作机床的主轴端B探测器测量杆2慢慢的接触,并使春天3压缩和变形在一定程度上,将千分表1设置为“0”,并记录X,此时机床显示屏上显示的y轴和Z轴坐标值;然后向后操作机床,测量工具安装到主轴锥孔,然后将主轴的X和Y轴坐标记录,并沿着z轴工具慢慢接触探针测量杆2,压缩弹簧3直到第一千表示的价值是“0”,并记录z轴坐标的值。两个记录z轴坐标值的差值为被测工具的伸出长度。
测量杆在测量座中的运动可以采用孔轴匹配的方式。匹配精度越高,测量误差越小。此外,也可采用矩形或燕尾导轨。
二、刀具直径测量原理
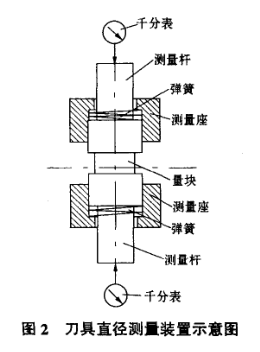
工具直径测量装置(图2)由两个工具悬挂长度测量装置组成。测量前应将测量装置安装在机床工作台上,仔细调整测量座4的位置,使测量座4的轴线与机床主轴轴线垂直。测量座4和6的轴线无需重合,只需相互平行。将尺寸与被测工具直径相似的量块(或量块组合)5放置在工作台上的两根测量杆2和8之间,两个测量座中的弹簧3.7产生一定的压缩变形。弹簧力可使两个测量座的测量头与测量块(或测量块的组合)6紧密配合。然后将2000点中的表1和表9设为“0”。在这一步骤中,应小心防止损坏量块。接下来,拆下量块并操作机器,使被测刀具占据原始量块的位置;缓慢转动主轴一次,以记录千分表中显示的最大读数。再次转动主轴并记录另一个最大读数,如千分表所示。量块(或量块组合)的基本尺寸与两个最大读数之和即为被测刀具半径。该方法既可以使两个测量座与主轴轴不对称,又可以测量奇数刃刀具。
本对刀仪实用新型结构简单,制造成本低,但测量操作较复杂。该方法在不考虑加工中心工作台和测量装置误差的情况下,极限测量误差为±0.003mm。由于该装置只能测量刀具的长度和直径,因此仅适用于不需要测量刀具参数的加工场合。
(文章来源:国际金属加工网)

