


引言
使用大约两年后,发现机床在开机或加工过程中遇急停状态时,主轴箱(Z 轴) 出现瞬间向下滑行约15 cm的现象,给人身和设备产生严重的安全隐患。试图通过以下三种方法来维修:
(1) 怀疑Z 轴电机抱闸磨损引起摩擦力变小,更换电机;(2) 增加平衡块的重量;(3) 调整Z 轴导轨与镶条的间隙,结果都未能解决Z 轴下滑问题。最后通过对电气控制线路的认真分析,提出抱闸的电气控制电路的改进,解决了主轴箱突然下滑问题,消除了安全隐患,节省了制造厂提出更换数控系统的昂贵费用。
1、机床抱闸电气控制原理和故障分析
1.1机床抱闸的电气控制原理
机床使用GSK990M开环控制数控系统,Z 轴伺服电机带抱闸制动装置,抱闸的工作电源为DC24V,通过外部接触器、继电器控制而不是数控系统内部控制,抱闸得电打开,失电抱紧。Z轴上的主轴箱通过链条与床身后的重量平衡装置相连且主轴箱与平衡块重量相当,抱闸信号是重力轴控制下滑的有效手段,通常将伺服系统准备好信号作为抱闸打开的一个必要条件。理论上,只要抱闸信号与伺服电机驱动使能信号的时序符合控制要求,在开机、加工过程突然断电或遇紧急停止情况时,即使抱闸信号由于负载动作的延时也不会大幅度地下滑 。
1.2机床的故障分析
数控铣床经过两年的使用,在机械装置方面,抱闸制动器、链轮、丝杆、导轨等由于机械磨损引起摩擦力变小,会产生主轴箱与平衡块出现不平衡状态,同时产生主轴箱下滑的原因还有控制伺服电机抱闸装置的线路设计不合理、系统参数设置不合理、电机选型不当(制动器额定力矩偏小) 等引起。本文所提及的数控铣床是由于机床电气线路设计不合理引起机床在开机或加工过程中遇急停状态时,主轴箱(Z 轴) 出现瞬间向下滑行。从机床的控制线路可以看出,机床在开机时,抱闸得电即时打开,而伺服驱动器从得电到伺服电机激励需要一定的延时,这样出现了抱闸得电时间超前伺服电机激励的时间,引起主轴箱因重力下滑;当机床遇急停状态时,抱闸处于得电打开状态,伺服电机无励磁,同样引起主轴箱因重力惯性下滑。
2、电路的改进和故障的解决
2.1 机床在开机时,主轴箱(Z轴) 出现瞬间向下滑行故障的解决方法
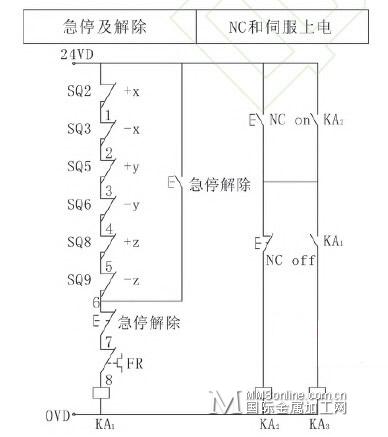
图1 NC和伺服上电

图2 伺服上电和Z轴制动电路
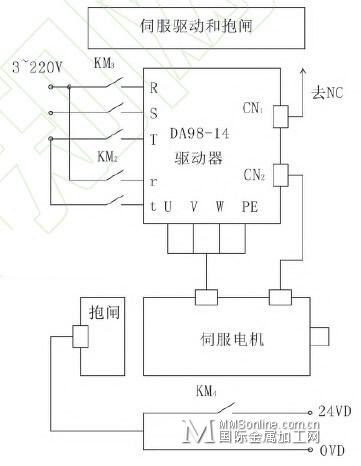
图3 伺服驱动和抱闸控制
电路改进前机床的开机过程,相关电路见图1~图3[2] 。工作过程:机床上电→继电器KA线圈得电(无急停、超程和电机过载状态时) →启动NC→继电器KA2线圈得电自锁→继电器KA3线圈得电→接触器KM1、KM2、KM3、KM4线圈得电(接触器KM2、KM3分别控制伺服驱动器的控制电源和驱动电源) →Z 轴电机抱闸因KM4得电打开,伺服驱动器因接触器KM3得电使伺服电机激励,产生力矩防止主轴箱下滑。但是由于时序不同步,电机抱闸(外控) 得电打开时间超前伺服电机产生激励时间(大约1秒),造成主轴箱瞬间向下滑行。
电路改进的原理:调整电机抱闸得电与电机激励的时序,使抱闸得电打开时间滞后电机得电2秒,抱闸得电打开延时2秒并不影响机床的正常工作。改进电路见图4和图5,用时间继电器KT1(型号:WENJI-3) 代替接触器KM4,设置延时2秒。开机过程,NC启动→继电器KA2线圈得电自锁→继电器KA3线圈得电→接触器KM1、KM2、KM3、时间继电器KT1线圈得电→Z 轴电机抱闸因 KT1动合触点延时2秒得电打开,伺服驱动器因接触器KM3得电使伺服电机激励,产生力矩防止主轴箱下滑。
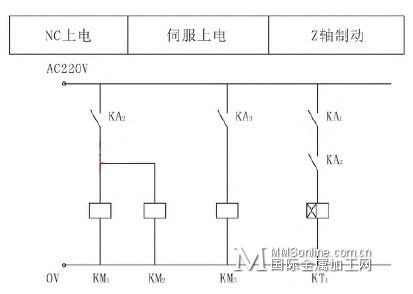
图4 改进后伺服上电和Z轴制动

图5 改进后伺服驱动和抱闸控制
2.2机床在加工过程中遇急停状态时,主轴箱出现瞬间向下滑行故障的解决方法
电路改进前机床遇急停状态的开机过程,见图1 NC和伺服上电电路,图2[1]伺服上电和Z轴制动电路,和图3 [1]伺服驱动和抱闸控制电路。工作过程:当机床遇急停或碰到限位开关时,继电器KA1线圈失电→继电器KA3线圈失电→接触器KM3线圈失电→伺服驱动器失电,伺服电机无激励,失去牵引力。与此同时,因机床在急停时继电器KA2仍得电即NC仍处于启动状态→接触器KM1、KM2、KM4 线圈(以下改为时间继电器KT1线圈) 仍保持得电→电机抱闸仍处于打开状态,所以加工过程中机床遇急停或碰到限位开关时,电机抱闸处于打开状态,电机又无励磁失去牵引力,主轴箱因重力惯性会产生瞬间向下滑行现象。
电路改进的原理:在控制时间继电器KT1线圈(原接触器KM4) 的线路中串联继电器KA1的动合触点,见改进后的图4和图5。工作过程:当机床遇急停或碰到限位开关时,继电器KA1线圈失电→继电器KA3线圈失电→接触器KM3线圈和时间继电器KT1线圈失电→接触器KM3线圈失电引起伺服驱动器失电,伺服电机无励磁失去牵引力,时间继电器KT1 线圈失电引起电机抱闸抱紧,防止主轴箱因重力惯性产生瞬间向下滑行。
3、结语
采用开环控制的数控铣床,由于机床电气线路设计不合理产生主轴箱(Z 轴) 在开机和加工过程遇急停时突然下滑的故障,作者对控制抱闸的电气线路进行改进,有效地解决主轴箱的突然下滑问题,解除了安全隐患,为公司节省了设备厂要求更换控制系统的高昂费用.
(文章来源:国际金属加工网)



