


利用 Tebis 用户可以优化提高航空航天工业里整个CAD/CAM/NC工艺流程。从典型的 2.5D 加工(如钻孔和型腔铣削),到车削和车铣复合加工,再到材料去除量很大的零部件的生产,整个加工过程做到环环相扣。Tebis 连接着虚拟仿真与现实情况。 在单一的软件环境中用户可以实现整个加工过程。
以航空领域的飞机零部件为例,其通常具有结构复杂、加工精度要求高等特点,很多零部件轮廓尺寸巨大,需要特殊的机床和加工工艺才能加工出来。针对飞机零部件的这些特点,Tebis设计了专门的策略和功能予以应对。
腔体多,材料去除量大
很多航空结构件上具有很多深腔,加上毛坯本身的材料为超高强度钢或超硬铝,使得加工时间相对较长。 如何以卓越的方式加工零件,取决于多种因素。Tebis的自适应粗加工法特别适用于具有陡峭型腔的零件,并且可应用于硬质材料。
自适应开粗加工航空结构件上的深腔
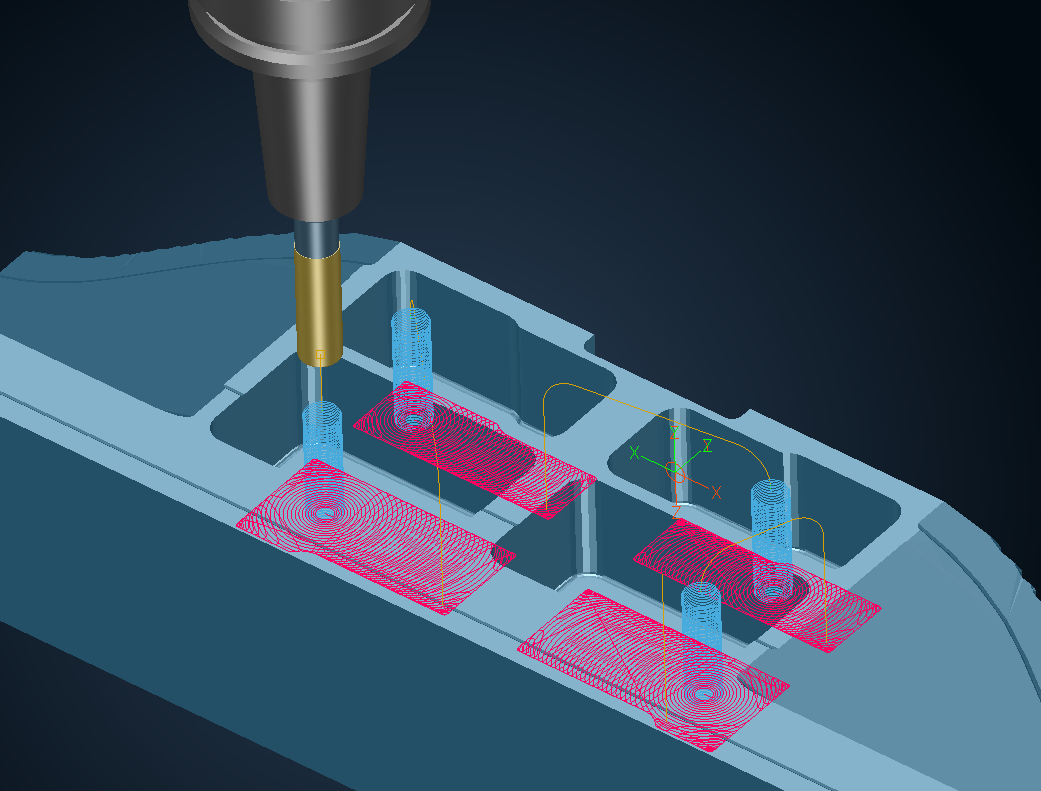
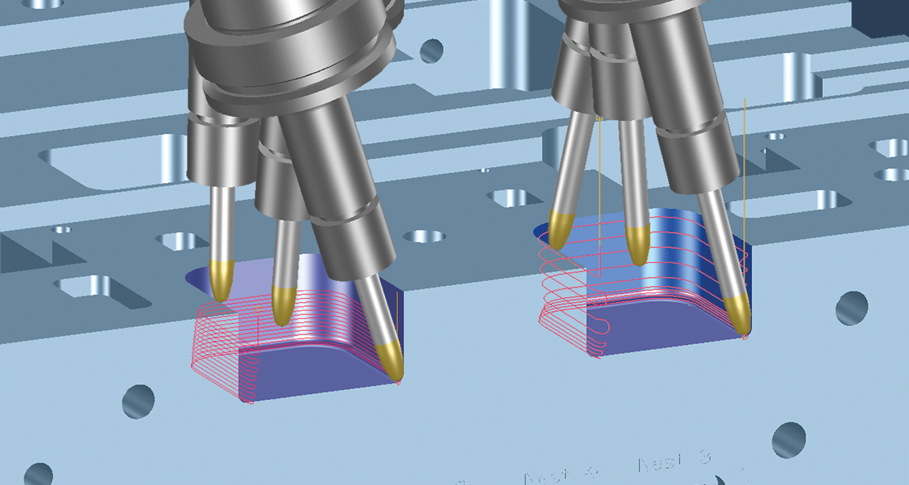
自适应开粗策略使用整体硬质合金的高性能刀具(HPC)。所谓自适应,是指Tebis在刀轨布局时自动避免满刀切削,自动匹配工件几何形状。 在进行自适应式粗加工时,更大的切削深度和更小的横向进给量有利于实现深槽深腔的高效加工。
为了去处在陡峭的边缘区域形成的大梯级,自适应开粗功能还可以调用二粗功能,可以以更小的切削深度从下向上地对这些区域进行加工,为下一道铣削程序创造出较为均匀的余料厚度。
为了缩短开粗时间,Tebis会根据用户的定义自动优化自适应开粗的抬刀时间,比如如果移刀距离小于所用刀具的直径,那么刀具会在加工平面上以切削进给速度移动; 如果移刀距离大于刀具直径,但小于用户定义的※大抬刀长度,那么刀具会以移刀速度退刀到预先定义到的高度。如果移刀距离大于用户定义的※大抬刀长度,那么刀具会以快速进给在安全平面移动。
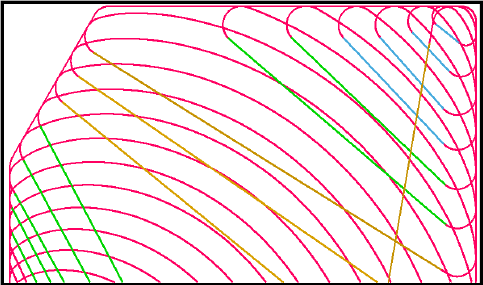
不同的进给速度以不同的颜色显示
表面质量要求高,曲面复杂
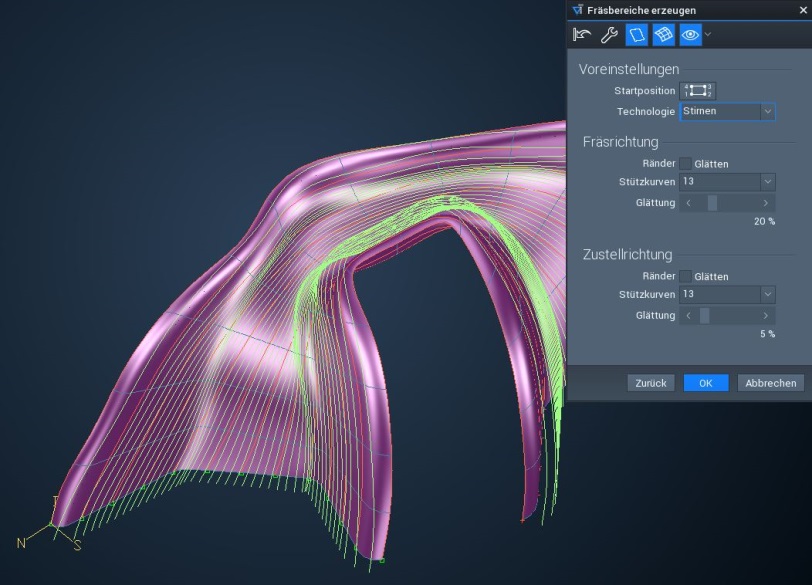
对于很多航空件自由曲面的加工,五轴联动的功能是必不可少的。五轴联动的编程工作一直是这类零件加工过程中的重点和难点。Tebis在不断丰富五轴编程策略的同时,不断简化五轴编程的复杂度,让用户体验到“像三轴编程一样去编五轴程序” 。自V4.0 R6版本起支持五轴开粗,并为螺旋型面专门推出螺旋开粗策略。为了简化Tebis五轴编程中引导面的设计,Tebis在设计模块中专门添加了借用Brep技术的自动引导面创建功能,用户只需选择需要加工的自由曲面, 便可快速生成等参曲线合理光顺的引导曲面。
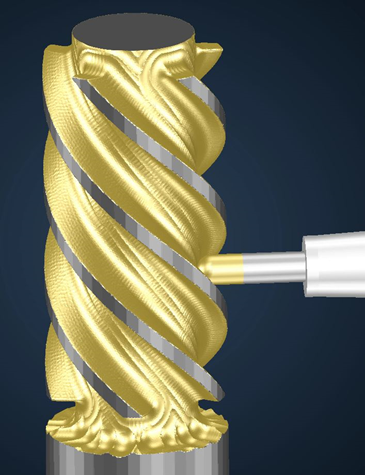
旋转体五轴开粗功能
自动创建五轴引导曲面
对于航空件里大量的梁类和框类零件,其常规加工方法是使用球头铣刀对其侧壁曲面进行加工。但由于球头刀与侧壁接触面积小,切削量小,所以加工时间长。如果用平底刀侧壁进行铣削,则许多圆角区域无法加工,需要额外换刀。许多刀具生产商推出异形铣刀,如鼓形铣刀、水滴形铣刀。对于这类铣刀,由于其形状相对复杂,轮廓由多个圆弧组成,因此计算切削量时难度大,很多CAM软件采用球头刀进行替代,导致计算不准确,会出现过切或留余料情况。Tebis在刀库中对刀具准确建模,并根据刀具制造商给出的使用方法自动调整刀轴方向,利用刀具侧壁的大圆弧轮廓增大铣削量的同时,使用刀尖小圆弧轮廓加工底面圆角,从而在无须换刀的情况下增加加工效率,在实践中取得很好的效果。
使用异形铣刀自动变倾角加工侧壁和底面圆角
轮廓尺寸大,撞机危险高
加工过程的安全性是任何企业都不能忽视的,对于航空件加工企业更是如此。大型的航空部件,其加工机床多为大行程五轴联动机床,毛坯件体积巨大且材料昂贵,此外,由于关系到之后乘客的生命安全,因此不容许任何的加工缺陷,由此可想而知,在加工中一旦发生碰撞,其为企业带来的损失是巨大的。
Tebis在加工过程仿真中使用全机床仿真,客户机床模型由经验丰富的Tebis工程师现场测量检查后创建,机床移动的宏命令根据现场真实情况在虚拟机床模型中设置,※大程度的保证了现实与虚拟的匹配。
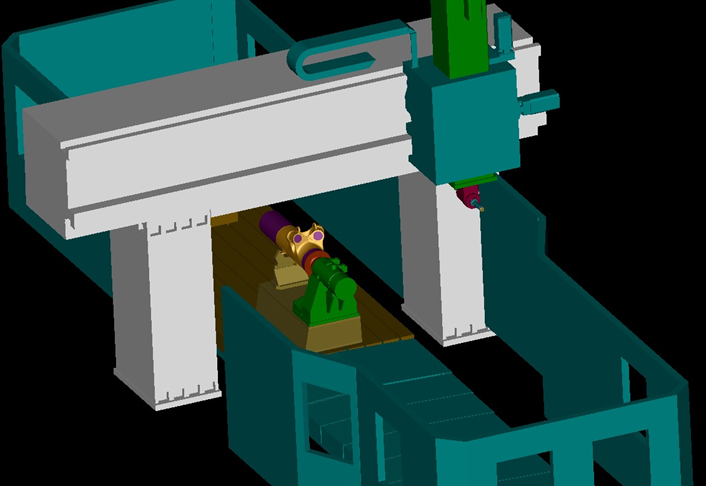
Tebis全机床仿真技术应用于飞机起落架加工
此外,借助Tebis虚拟机床可以帮助制造商提前合理的规划加工过程,合理安排加工资源。比如用户可以预先在Tebis中安排工件的装夹,检查机床的行程是否能够满足要求。用户只需手动拖拽机床头进行摆放,即可检查工件上某些深腔是否能够加工到,整个过程简单快速。使用虚拟机床技术可以准确的预算出工件加工所需时间,从而方便安排排产,为此,客户需要提前输入机床在不同命令下的速度, Tebis根据刀路长度自动计算加工时间,对于体积巨大且工艺复杂的航空件有更加重要的作用。
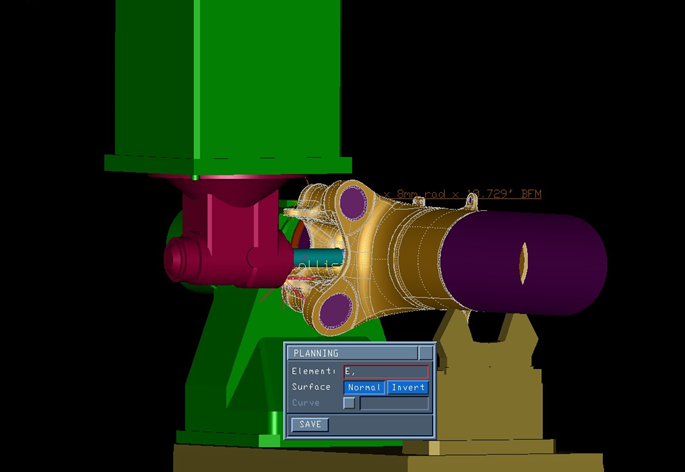
提前检查零件上的深腔能否加工到位
来源:Tebis

