金属3D打印被认为是所有3D打印的顶点。谈到强度和耐用性,没有什么能比得上金属。最早的金属3D打印专利是DMLS(直接金属激光烧结),由德国EOS在1990年代获得。从那时起,金属3D打印逐渐发展出了许多种类的打印工艺。现在,每台金属3D打印机通常都会使用以下四类工艺中的一种:粉末床融合、粘合剂喷射、直接能量沉积和材料挤压。
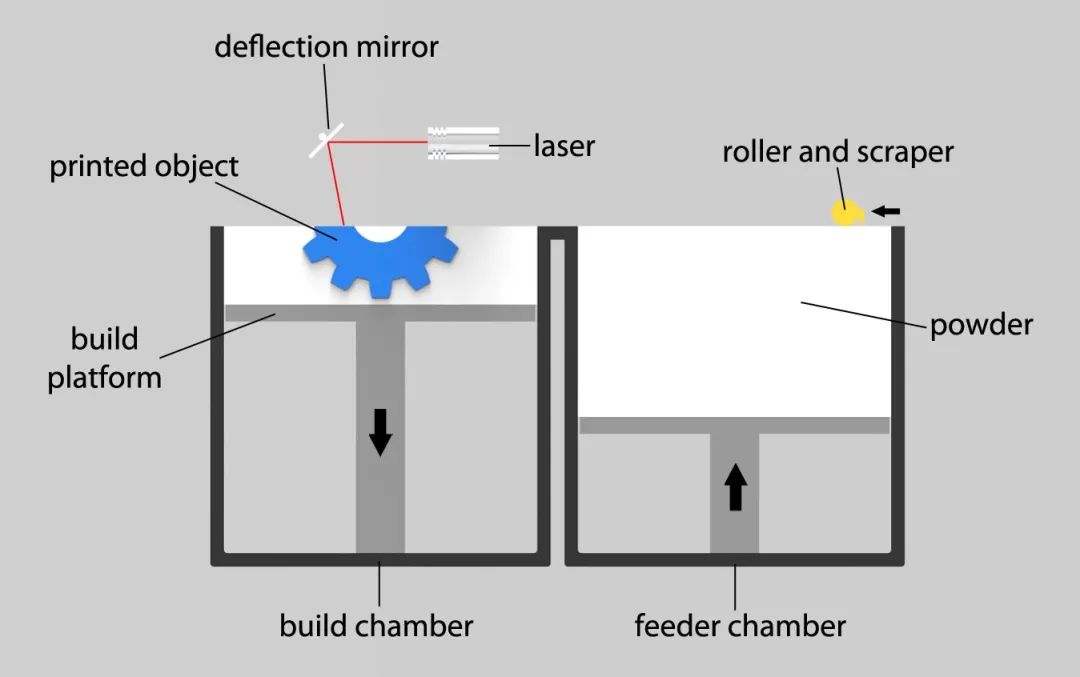
金属粉末床熔化(Metal Powder Bed Fusion)
常用工艺:DMLS(直接金属激光烧结)、SLM(选择性激光熔化)和EBM(电子束熔化)。
描述:使用PBF熔化技术生产的金属零件可以减少残余应力和内部缺陷,成为航空航天和汽车工业中苛刻应用的理想选择。
- 直接金属激光烧结(DMLS):可用于几乎任何金属合金构建物体。直接金属激光烧结在要打印的表面上散布一层非常薄的金属粉末。激光缓慢而稳定地穿过表面以烧结这种粉末,金属内部颗粒融合在一起,即使没有被加热到完全熔化状态。然后施加并烧结额外的粉末层,从而一次“打印”物体的一个横截面。打印完成后,物体会慢慢冷却,多余的粉末可以从构建室中回收并循环使用。DMLS的主要优点是它生产的物体没有残留应力和内部缺陷,这对于高应力下的金属部件(例如航空航天或汽车零件)极为重要,而主要缺点是非常昂贵。
- 选择性激光熔化(SLM):使用高功率激光将每一层金属粉末完全熔化,而不仅仅是烧结,这样产生的打印物体非常致密和坚固。目前,这项工艺只能用于某些金属,例如不锈钢、工具钢、钛、钴铬合金和铝。SLM制造过程中出现的高温梯度也会导致最终产品内部出现应力和错位,从而损害物理性能。
- 电子束熔化(EBM):与选择性激光熔化非常相似,能够生成致密的金属结构。这两种技术的区别在于EBM使用电子束而不是激光来熔化金属粉末。目前,电子束熔化只能用于有限数量的金属。尽管也可以使用钴铬合金,但钛合金仍是这种工艺的主要原材料。这项技术主要用于制造航空航天工业的零件。
技术优点:可以高精度制造几乎任何几何形状。使用金属范围广泛,包括最轻的钛合金和最坚固的镍高温合金,这些都是传统制造技术难以加工的。机械性能可以比肩锻造金属,能够像传统制造金属零件一样进行机械加工、涂层和处理。
技术缺点:材料、机械和操作成本高。零件必须通过支撑结构(以防止翘曲)连接到构建板上,这会产生废料并需要手动后处理移除。构建尺寸有限,并且金属粉末处理具有危险性,需要严格的过程控制。
金属粘合剂喷射(Metal Binder Jetting)
常用工艺:MJF(多喷射熔合)、NPJ(纳米粒子喷射)
描述:这项技术使用喷墨将一种粘合剂选择性滴在平坦的粉末床上。接收液滴的区域将被固化,其余粉末保持松散。逐层进行以上步骤,直到生成整个对象。使用这项工艺可以处理金属、沙子、陶瓷等材料。由于金属粘合剂喷射机在室温下运行,不会发生翘曲且不需要支撑。因此,粘合剂喷射机可以比粉末床融合机大得多,并且可以堆叠物体,充分利用整个构建室,是小批量生产和按需制造的流行选择。
技术优点:可以大体积打印,零件不需要连接到构建板上,因此可以嵌套以利用所有可用的构建体积。对几何体限制较少,通常不需要支撑。不会发生翘曲,因此可以制作更大的零件。打印速度非常快,比粉末床熔融金属打印成本更低。
技术缺点:部件在打印后必须经过耗时的脱脂和炉烧结过程,机器和材料成本高。孔隙率高于粉末床熔合,因此机械性能不那么好,且可选材料较少。

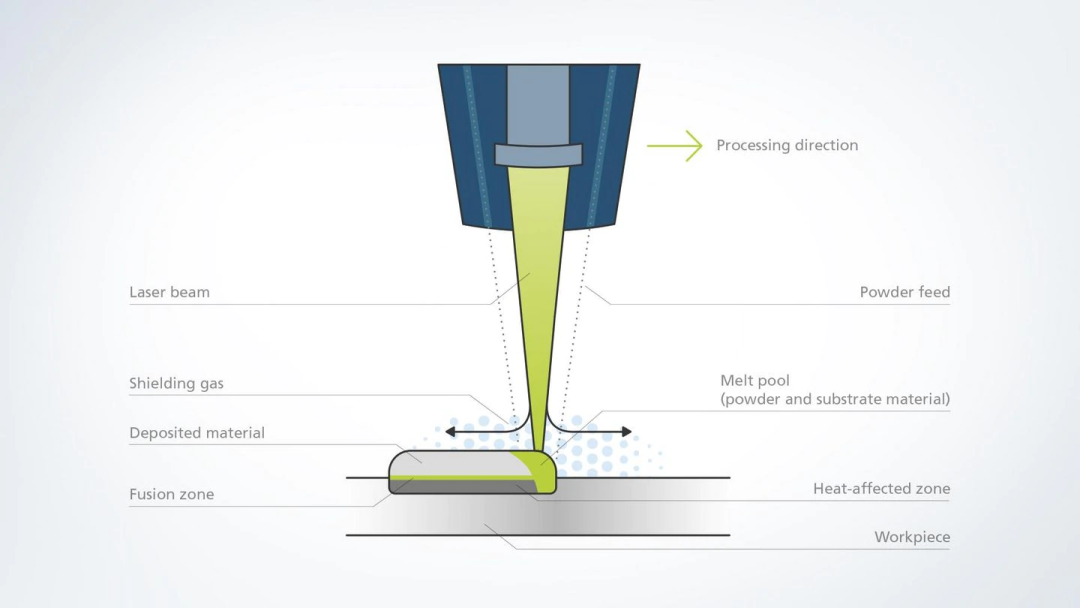
直接能量沉积(Direct Energy Deposition)
常用工艺:DED(直接金属沉积)、WAAM(电弧增材制造)、LMD(激光材料沉积)
描述:这种方法通过挤压金属,无论是金属粉末还是金属丝,然后立即受到高能量的撞击(可以通过等离子弧、激光或电子束实现熔化)。能量熔化金属,熔池立即下降到3D空间,通过机械臂进行位置操作。它与焊接非常相似,因此主要应用之一是修复现有金属零件并增加零件的功能性。
技术优点:金属丝是最实惠的金属3D打印材料形式,有些机器甚至可以使用两种不同的金属粉末来制造合金和材料梯度。5轴和6轴运动可以在不使用支撑材料的情况下生产模型。可以修复损坏的金属部件并添加新组件。构建体积大,材料使用高效,零件密度高,机械性能好,打印速度快。
技术缺点:零件表面质量较差,通常需要机加工和精加工,小细节很难或不可能实现。机械和操作成本高。
金属材料挤压(Metal Material Extrusion)
常用工艺:FDM(熔融沉积建模)/FFF(熔丝制造)
描述:这项技术专为使廉价金属3D打印而创建,可用于中小型企业。设计工作室、机械车间和小型制造商使用金属材料挤压机来迭代设计、创建夹具和固定装置,并完成小批量生产。领域的最新发展是金属丝,可在大多数桌面FDM3D打印机中使用,使几乎每个人都可以使用金属3D打印。金属材料挤压的工作原理:
- 聚合物细丝或浸有金属小颗粒的线材按照设计形状逐层3D打印。
- 清洗3D打印部件,去除一些粘合剂。
- 将零件放入烧结炉中,金属颗粒熔化成固体金属。
技术缺点:零件必须经过与粘合剂喷射零件相同的脱脂和烧结过程。需要对几何形状和支撑进行更多限制以防止翘曲,且零件具有高孔隙率,无法达到锻造金属相同的机械性能。零件不像使用PBF或DED那样致密,而且炉内收缩不太准确。
△Markforged Metal X 3D打印机的样品零件 [图片来源:Markforged]
焦耳打印(Joule Printing):Digital Alloys的焦耳打印看起来很像DED,但金属丝是利用电流熔化,而不是用电弧或光束加热。这使得打印速度更快,目前已经证明每小时可打印多达2公斤的钛。
液态金属增材制造(Liquid Metal AdditiveManufacturing):Vader Systems 创建了液态金属增材制造技术,将1200°C的液态金属液滴以类似于喷墨打印机的方式沉积。
电化学沉积(Electrochemical Deposition):Exaddon的CERES纳米级金属3D打印机,可以使用电化学沉积制造比人类头发宽度还小的金属物体。
DLP金属打印(DLP metal printing):ADMATEC和Prodways提供金属DLP打印。类似于金属材料挤出,金属粉末与光聚合物树脂混合,3D打印部件必须经过相同的脱脂和烧结过程,就像金属材料挤压方法一样。
冷喷涂金属打印(Cold Spray Metal Printing):冷喷涂金属打印最初被美国宇航局用于太空中建造金属物体。主要特点是快(每小时6公斤的铝或铜),缺点是不是那么准确。澳大利亚公司Titomic和SPEE3D是这项技术的领跑者。
超声波固结(UAM):使用声音将薄薄的金属箔层粘合在一起,在粘合下一层箔之前加工掉每一层的多余部分,因此它是增材制造和减材制造的结合。Fabrisonic的 SonicLayer 3D 打印机系列使用了这项技术。
激光工程净成型(LENS):是一种基于激光的方法,需要一个非常可控的环境。这种工艺需要一个密封室,通常使用氩气清除氧气,使氧化水平尽可能低。LENS激光器的功率范围从500W到4kW。可用于加工钛、不锈钢和铬镍铁合金。尽管维护无氧室存在困难,但LENS为用户提供了更好的精确度和控制。
电子束自由形式制造(EBF3):最初由NASA开发,是一种主要用于航空航天工业的方法。这种方法可以在不浪费任何材料的情况下制作出复杂几何形状,并且能够创造出轻量级形状以促进燃料节约。
△Digital Alloys的焦耳3D打印工艺 [图片来源:Digital Alloys]