


激光在汽车制造行业里的应用很常见,已经成为了一种符合工业标准的工具,尤其是激光切割和焊接在这个行业里最为普遍。在汽车制造的各个环节里,激光扮演了举足轻重的角色,其中一直都被较少关注,但其重要性却不容小觑的短脉冲与超短脉冲激光器,越来越受到追捧。
短脉冲与超短脉冲激光器是脉冲形式的激光,脉冲周期的宽度(脉宽)包括纳秒、皮秒、飞秒等。其中皮秒和飞秒激光器就是激光行业里所称的超短脉冲激光器。短脉冲激光器被广泛应用于激光打标,比如我们常见的汽车零部件上所标刻的二维码就是短脉冲激光器技术的杰作。近年来,随着新技术的发展,使得短脉冲激光器的平均功率大幅增加。另一方面,长期以来只适用于科研院所的超短脉冲激光,也随着工业化设计的突破逐渐进入了工业应用。
图1:激光应用图,激光与材料相互作用周期以及相对的应用领域
短脉冲激光在热成型制造里的应用
在热成型冲压的制造环节里,从开卷下料一直到完整成型的汽车部件里,几乎每一个环节都可以运用通快的激光切割、焊接、烧蚀以及打标等激光应用技术。其中应用于烧蚀的短脉冲激光器是激光在汽车行业里不断突破的新兴应用领域。

图2:TruMicro 7000, 高功率短脉冲激光器
热成型里利用剪裁拼焊板是轻量化汽车结构的一大趋势。它不仅能减低整车的重量,也能通过拼凑不同材料而获得最佳的材料性质。这些热成型部件含有一层抗腐蚀的铝硅涂层,在焊接步骤前必须取出。若不去除这涂层,导致铝含量渗入焊缝,会对材料的机械性质带来很大的负面影响。有效去除涂层是整个工艺的基本需求,但同时钢板的基材也不能因去除工艺而受损,也不能因去除过程所导入的能量而改变基材的性质。所以去除过程不仅需要高效率,也需要选择性高的可调控技术。所以,在整个热成型制造环节里,必须具备一个高效的选择性去除涂层工艺,以保证整个加工流程的效率。

图3:激光去除拼焊板边缘的铝硅涂层
激光与传统喷沙或化学工艺相比,更加高效、总成本更低并且更环保。通快的TruMicro 7050在此工艺里能很好地满足高效与高稳定性的需求。TruMicro 7050平均功率达750W,脉冲宽度达30ns,脉冲能量最高达80mJ,能实现高达5.7cm2/s的面积烧蚀率,加工速度高达 17m/s。激光器还需要搭配可调的光学镜组,在不同的材料上,根据涂层的厚度以及去除宽度需求做出相对的光束整形。光束整形能确保光斑有适当的能量密度以及线宽,保证高效的选择性激光烧蚀。

图4:边缘去除涂层后未完成焊接工艺缝图
超短脉冲激光在喷油嘴钻孔的应用
超短脉冲激光技术的工业化应用和其他成熟的激光技术相比,尚处于初期阶段,关键在于激光和材料之间的相互周期。参照图一,在冷加工领域里,材料和激光的相互周期是10皮秒以下,与打标和烧蚀相比,相互周期短了近1000倍。转瞬间,材料因为受到高能量密度的影响,而产生一个非线性吸收的效应,这是使材料瞬间升华。
在汽车发动机、柴油与汽油注射器的喷油嘴加工中,就利用了超短脉冲激光器,在喷油嘴上钻出细微的小孔。激光能钻出排列复杂以及非一致的细微孔径。这种结构能使发动机提高燃烧效率,产生高达20%的燃料节省率。激光也不会受发动机级别的限制,是一种高柔性的制造工具。所以不论是城市小轿车所用的小型发动机或是豪华轿车的较大型发动机,都能运用这项技术。
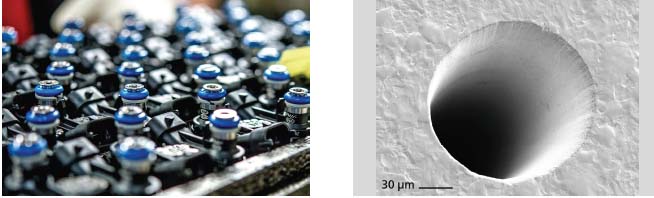
图5:喷油嘴零部件 图6:超短脉冲激光在钢材上钻的微孔
激光在1s内发出了无数个脉冲,辐射在材料上。每个单脉冲都能几乎不产生热效应的去除材料。喷油嘴的孔径一般在0.05–0.2mm之间。同时,不同的钻孔工艺,包括冲击钻孔、螺旋钻孔等,可以满足不同的直径需求,同时也能实现工差在1μm以内的高精度。超短脉冲激光钻孔也基于冷加工的理念,在钻孔过程中所产生的粉尘能轻易地使用排气管吸走,不留下沉积物。因此超短脉冲能高效地钻出高质量的孔,而不需后续加工。
近几年,通快在超短脉冲激光领域里有很大的突破。TruMicro 5000的产品系列是全球第一个适用于工业化应用的高功率超短脉冲激光器。TruMicro 5000基于碟片的激光技术能实现高达150W的平均功率,配备了双回路反馈的专利技术,保证了脉冲能量的高稳定性能。除此之外,由于双回路反馈使用了外调制器控制输出的脉冲能量,所以能保证在不同的能量与功率参数下,光束质量和脉宽完全不受影响。(end)

