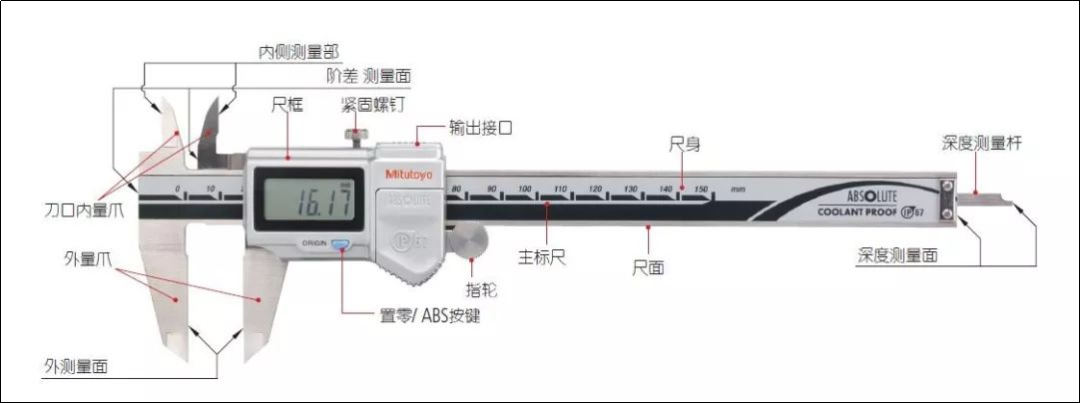
2.内径测量
调节制动螺钉,固定卡尺读数。

内尺寸测量
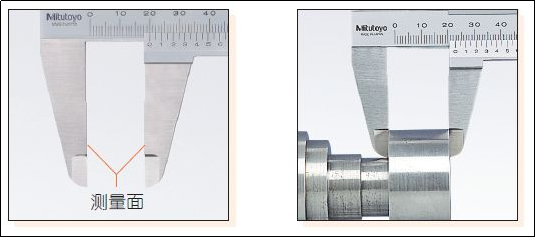
阶差测量
深度测量


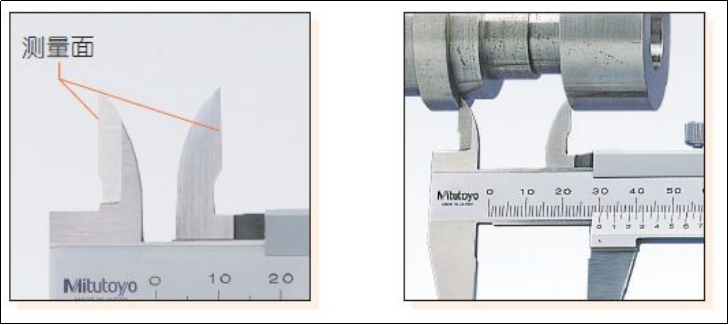
阶差断面测量 偏置卡尺

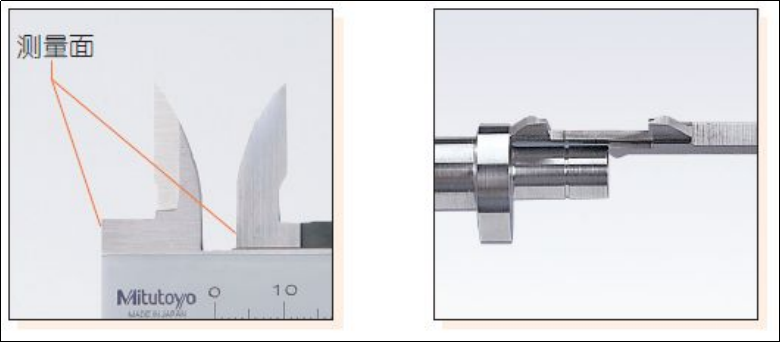
管壁厚度测量_管壁厚度卡尺

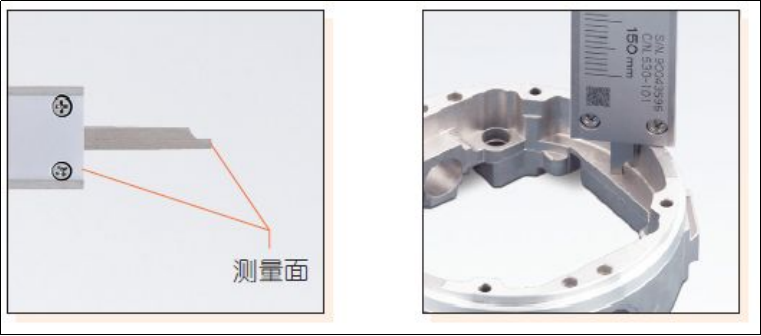
内径测量 内径卡尺

卡尺使用注意事项
M型标准卡尺例:使用前的注意事项
2. 全行程移动尺框,确认是否被卡住等。
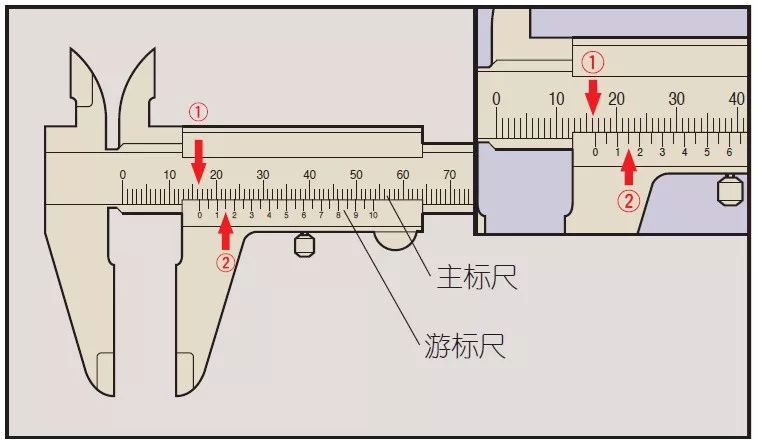
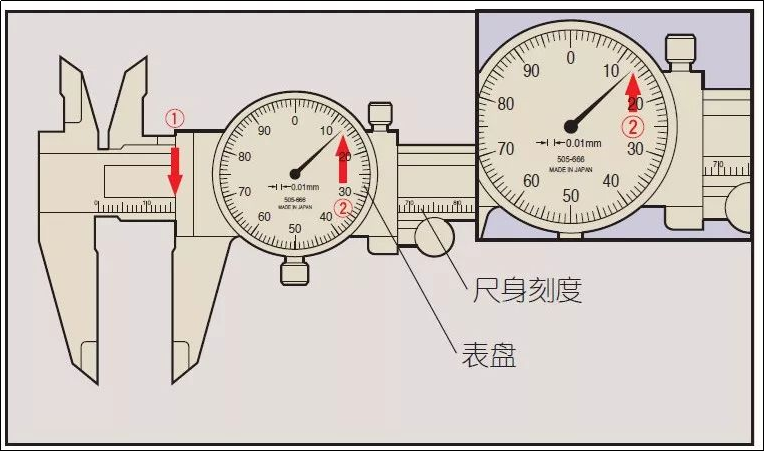
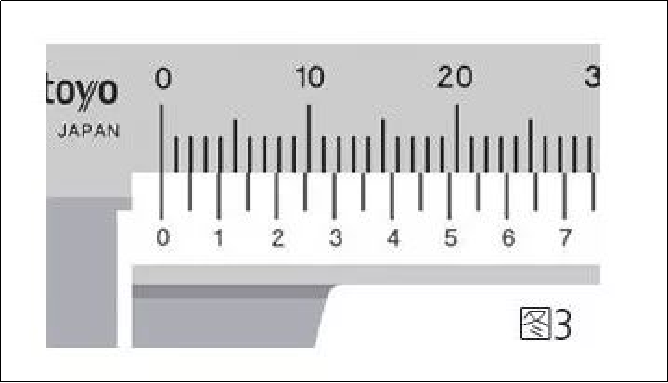
■请确认基准点。(图3)
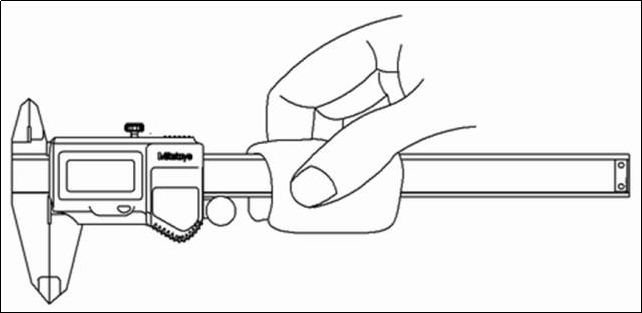
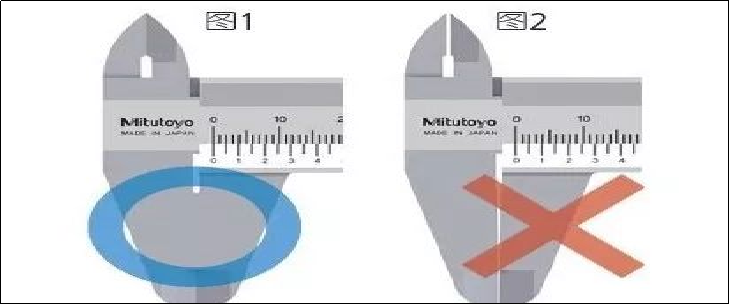
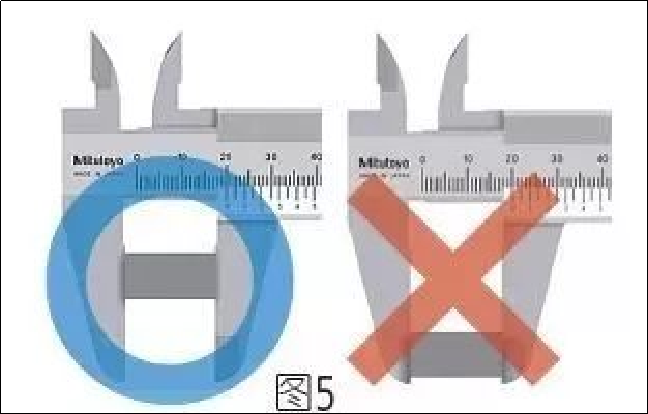
2. 测量时,请使用一定的力量,尽量在量爪根部测量。(图5)
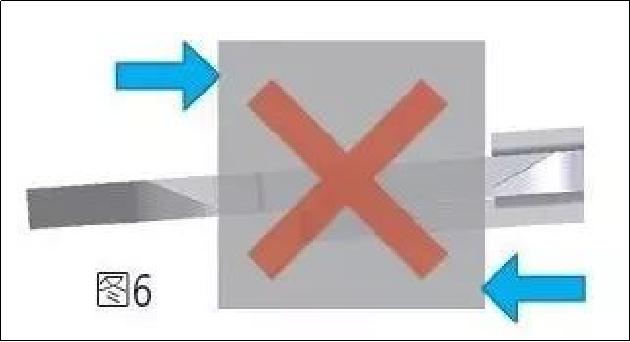
3. 请不要在测量面倾斜的状态下测量。(图6)
使用后的注意事项
1. 使用后,确认各部位有无损伤并将整体清洁干净。
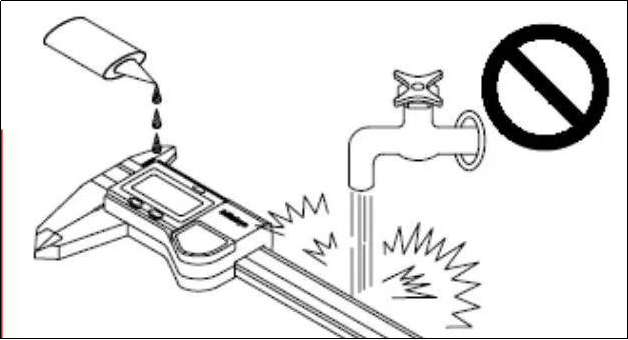
在附着有水溶性切削油等场所使用时,清洁后,请务必进行防锈处理。
2. 将外侧量爪打开0.2~2mm左右,无需拧紧紧固螺钉保管。(图7)

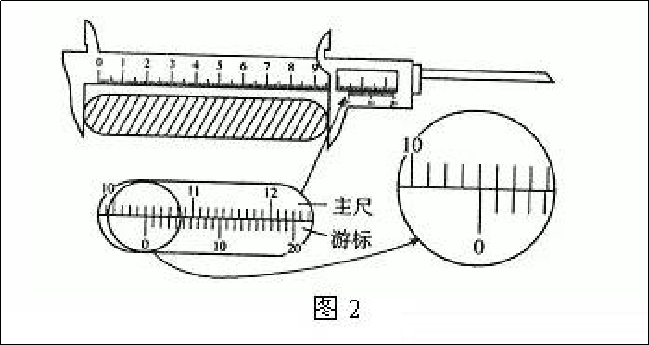
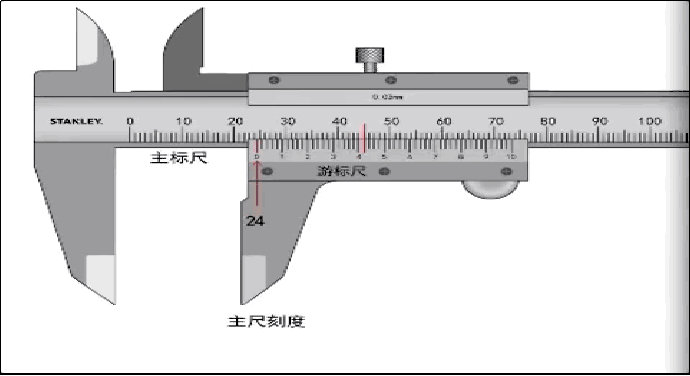
*如使用数显型卡尺,若长期不使用时请取下电池。游标卡尺的原理与读数,好多试验员都读错!
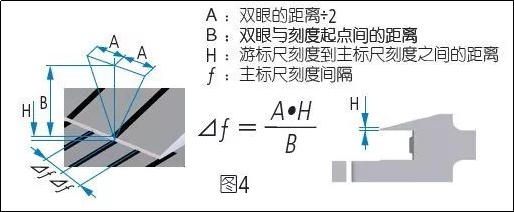
●游标卡尺读数是考察学生有效数字概念的最佳方式,在记录测量结果时,学生对有效数字的意义认识不足导致错误。