


自20世纪初以来,焊接一直是制造业不可或缺的一部分。利用电技术的发展已使最常见的电弧焊方法(TIG,MIG和棒焊)广泛应用于各种行业。所有这三种电弧焊方法都依靠可消耗或不可消耗的电极通过沉积熔化的金属或熔化目标金属本身来连接金属。电弧焊用于汽车,建筑和航空航天行业。
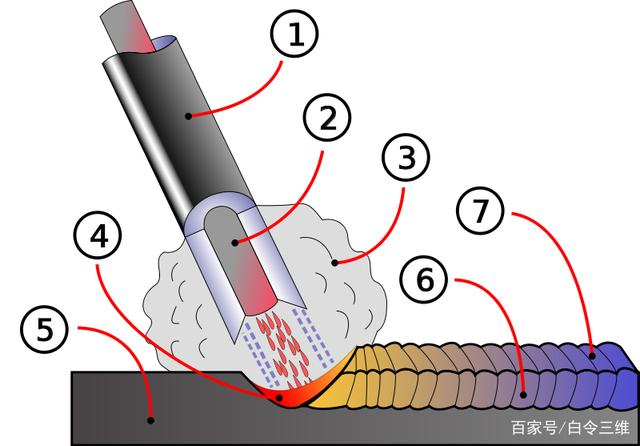
图1.棒焊图,显示:1.涂层流量; 2.棒; 3.保护气; 4.熔合; 5.基础金属; 6.焊接金属;以及7.凝固的炉渣。图片可在公共领域获得。
然而,增材制造(AM)是一项更年轻的技术。尽管在1970年代和1980年代开发了早期技术,但直到2010年代才充分意识到3D打印的潜力。最初,3D打印仅用于制造原型或低保真模型,但它已经演变为制造各种医疗级别的零件。
焊接和增材制造在主题上相似。MIG焊接尤其类似于3D打印,因为在焊接时会沉积金属电极。实际上,MIG焊接已用于通过逐层沉积金属来增材制造金属物体。
在本文中,我们将讨论焊接技术如何在3D打印领域中提供信息,改进和创新。
控制3D打印微结构
对于焊接,控制熔合区的微观结构对于形成良好的焊接至关重要。形成不良的微观结构会降低机械阻力和/或导致不良的各向异性。有几种在焊接时微调结构的方法,其中一些方法可转移到3D打印中。
焊接微结构可以通过热源操纵,化学成分和焊接参数校准来控制。热源操纵对于焊接和3D打印都至关重要,因为它直接影响沉积和/或熔化的材料数量。热源可以是脉冲式或连续式,可以通过电子方式控制几个不同的参数。如果是脉冲,则可以控制脉冲的幅度,频率和占空比。
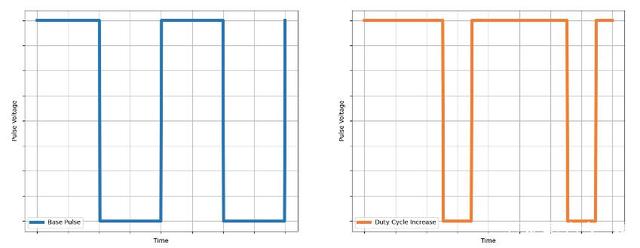
图2.将脉冲焊接电压的占空比从50%增加到75%。
这些参数直接转移到3D打印。沉积塑料或金属的喷嘴也可以通过电子方式控制,因此可以微调幅度,频率和占空比,以实现更好的材料沉积。与手动焊接相比,在3D打印中也可以以更高的精度调整热源的移动速度,所有这些参数的相互作用对于良好的打印至关重要。
在焊接中,电极,气体和填充剂的化学成分都是至关重要的。实际上,某些反应性金属(如铝和钛)无法使用某些方法进行焊接。调整操作程序也会影响最终结果。焊接功率,速度和冷却必须精心设计。这些参数中的每一个都影响融合区的微结构如何熔化和固化。
同样,对于增材制造,塑料或金属化学的选择至关重要。一些聚合物或合金可能无法打印,而另一些聚合物或合金可能太软而无法在打印时保持其结构完整性。此外,必须针对不同的材料调整喷嘴的移动和加热,这些设置将影响最终产品的结构性能。
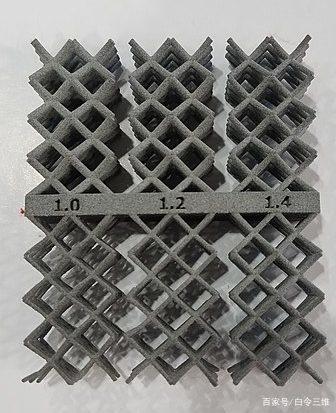
图3.更改单个3D打印过程参数(晶格厚度)可能会导致明显的属性差异。图片由Wikimedia提供。
参数优化
作者Oliveira等。讨论确定AM参数的严格数学框架。他们在论文中讨论了如何优化工艺参数,例如功率,移动速度和孵化距离。每个参数都没有一个最优的值,而是存在一个最优的参数空间,其中不同的参数组合可以产生相同的无缺陷结果。例如,同时降低功率和移动速度将使热量输入速率保持恒定。
Oliveira等。还讨论了确定3D打印的一些关键数量的三个不同标准,即填充距离和熔化半径。可以基于融化半径通过“几何准则”得出舱口距离,并且融化半径可以通过能量准则或热准则来确定。他们在推导这些标准时满足了他们的假设,并提供了具有实验价值的图表。
重要要点
焊接和增材制造是姐妹技术。焊接的历史要悠久得多,因此,随着焊接技术的不断发展,我们可以将一些经验教训转移到3D打印中,以避免重复同样的错误。尤其是,焊接/印刷现场的微观结构对于最终产品至关重要,因此在调整所有相关参数(例如功率,运动和化学成分)时必须格外小心。
(文章来源:白令三维)



